











抽象
多年来,汽车制动系统中的制动管一直由低碳钢制成. 钎焊后涂上一层或多层表面涂层,以保护钢基体免受腐蚀, 因为钢对道路环境没有固有的耐腐蚀性. 尽管自使用最初的热浸铅锡涂层以来,涂层成分发生了变化, 涂层缺陷仍然是一个问题. 添加富锌涂料对改善管子的保护作用不大. 目前的铝锌涂层和添加的聚氟乙烯涂层仍然不足以完全保护钢管.
在最近的一系列测试中, 90-10 铜镍管 (UNS C70600系列) 被制造成典型的制动系统“形状”,然后连接到测试拖车上,并通过各种腐蚀性和机械滥用的测试跑道环境进行输送. 测试包括在每个 24 小时测试周期的一部分中将试管保持在高湿度室中. 后 40 周期和每个 10 此后的周期, 单个管子需要通过 20,684 千帕 (3,000 磅/平方英寸) 压力测试. 候选管材必须完成 60 满足最低要求的周期.
目前生产的钢管通过了 60 次循环的要求,但之前就失败了 120 周期. 这 90-10 铜镍管完成 200 基本上不降低其原始爆发强度的循环.
介绍
制动管位于高腐蚀区域. 尽管许多其他汽车部件在相同的恶劣环境中运行, 在失败的情况下,很少有人会不那么宽容. 因此, 汽车液压制动系统设计的主要考虑因素之一是分配系统压力的制动管的完整性.
在 1965, 瑞典和随后的其他欧洲国家都引入了机动车辆的年度安全检查. 该程序包括检查液压制动管是否生锈. 同时, 瑞典机动车检验公司开始发布有关这些测试结果的年度报告. 1
在 1969, 据报道,实验室测试将一些固有的耐腐蚀铜合金管材料与当时的生产材料进行了比较. 2
早期 1970, 瑞典腐蚀研究所从使用耐腐蚀材料而不是试图保护表面的角度处理制动管腐蚀问题. 1
欧洲汽车工业对制动管腐蚀问题的最初反应是停止在钢管上使用当时的热浸三烯金属涂层. 实验室测试 6% 中性蒸气盐雾试验表明,用25微米的锌涂层代替三烯涂层可以获得耐腐蚀性. 在随后的几年里, 很明显,实验室测试没有准确反映实际操作环境中存在的条件. 随后, 在锌上涂上了各种塑料涂层,其中一些至今仍在使用. 1

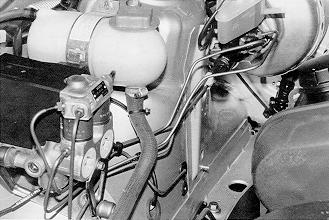
继续努力实现腐蚀问题的冶金解决方案. 沃尔沃开始使用 90-10 铜镍 (“Cunifer 合金”) 管在他们的 1976 模型车辆,并从那时起一直在使用它. 数字 1 显示主缸的安装情况 1990 型号 Volvo. 奥迪开始在 1990. 其他使用这种材料的欧洲汽车是保时捷和阿斯顿马丁. 2中所示的条形图 数字 2 描述了因八年车龄的沃尔沃乘用车制动系统缺陷而未通过安全检查的车辆的百分比. 这 1970 模型车有三烯涂层钢管. 管子在 1971 模型涂有锌. 除生锈管外,其他缺陷也包含在这些值中, 但它们对数据的影响微乎其微. 减少与引入 90-10 铜镍管 1976 是戏剧性的.
论文 2 在1月份的SAE年会上发表 1970 处理当时管材涂层的“最新技术”; 该论文中提供的数据仍然具有相关性. 空隙, 附着力差, 目前使用的表面涂层的不连续性和物理损坏会导致加速, 局部腐蚀侵蚀,使管子上其他位置的任何完整涂层的价值变得无用.
反映后一种情况的事件记录在 1991. 3 测试时应该爆裂的制动管路 1 1 5,832 自 158,579 千帕 (1 6,800 – 23,000 磅/平方英寸), 事实上, 突发 4,825 千帕 (700 磅/平方英寸). 该论文指出, “这个特殊的管子部分位于末端, 后桥上方和后方, 并显示出大量的腐蚀, 也许是由于砾石撞击。
在上述总结的背景下, 铜业发展协会(Copper Development Association Inc.)进行了一项测试计划。, 与汽车制造商合作, 彻底评估铜合金C70600管的适用性, 90-10 铜镍, 用于汽车制动管路应用. 管材描述如下 桌子 1.
| 组成, 最大百分比, 除非显示为范围 | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| 镍 铁 锰 锌 铜 |
9.0 – 11.0 1.0 – 1.8 1.0 1.0 剩余 |
||||||||
| 机械性能 | |||||||||
| 屈服强度, 最小 (0.2% 抵消) 抗张强度, 最小 伸长率在50.8mm (2.0) |
110,316 千帕 (16,000 磅/平方英寸) 310,179 千帕 (45,000 磅/平方英寸) 40-55% |
||||||||
| 耐压测试 | |||||||||
| 除非另有说明, 成品管材应经受静水压测试, 没有失败的证据, 在 p[确保使材料承受 110,316 千帕 (16,000 磅/平方英寸). 对于受拉下的薄全息圆柱体,测试压力应由巴洛等值确定: 哪里:
任何管子的测试都不得超过静水压力 34,473 千帕 (5,000 磅/平方英寸), 除非另有说明. |
|||||||||
拖车腐蚀试验
目前通常用于评估机动车车身和底盘部件的耐腐蚀性和完整性的设计测试程序包括: 100 受控湿度浸泡和干燥的循环, 在各种路面上喷洒盐和累积里程,将测试样品安装在拖车上. 测试周期事件的顺序列在 桌子 2.
| 预处理 | |||
|---|---|---|---|
| 1) | 盐浴 20 公里/小时 (12 英里) |
||
| 2) | 土路 70 公里/小时 (45 英里) |
||
| 测试周期 | |||
| 3) | 盐雾房 15 纪要 |
10) | 车辆坡道关闭检查 |
| 4) | 盐浴 | 11) | 盐浴 20 公里/小时 (12 英里) |
| 5) | 搓衣板盐公路 65 公里/小时 (40 英里) |
12) | 搓衣板盐公路 65 公里/小时 (40 英里) |
| 6) | 土路 (汽车/中尉) 碎石 (Hvy Trk(赫维特尔克酒店)) 70 公里/小时 (45 英里) |
13) | 土路 70 公里/小时 (45 英里) |
| 7) | 搓衣板盐公路 65 公里/小时 (40 英里) |
14) | 搓衣板盐公路 65 公里/小时 (40 英里) |
| 8) | 土路 70 公里/小时 (45 英里) |
15) | 土路 70 公里/小时 (45 英里) |
| 9) | 湿度试验箱 @ 50C (120°华氏度) 85-92% R.H型. 6 小时 |
16) | 湿度试验箱 @ 50C (120°华氏度) 85-92% R.H型. 7 小时 |


拖车暴露在盐中, 灰尘和石头啄食以及温度和湿度变化. 总湿度浸泡时间约为 2,600 +/-25 小时. 干燥室总浸泡时间为 375 +/-25 小时. 测试拖车累积大约 13,800 公里 (8,600 英里) 在整个测试周期内. 总测试时间约为 26 星期. 数字 3 显示连接到典型测试拖车的测试样品. 用于测试的管尺寸为 4.76 毫米 (0.1875 在。) 外径, 0.7 毫米 (0.028 在。) 壁厚. 它被制造成典型的制动系统配置,带有喇叭口和管螺母. 两端被封装,以便进行后续的压力测试. 然后将这些测试样品连接到测试拖车的各个区域,以确保以不同强度暴露于所有测试元件.
从第 40 个周期开始, 和 1 0-此后的周期间隔, 每根管子都经过 20,684 千帕 (3000 磅/平方英寸). 候选人材料必须填写 60 满足最低要求的周期. 数字 4 显示了进行静水压力测试的测试设备.
即使对管子施加了测量的表面磨损作为评估管表面的条件,这种性能也是可以预期的.
测试结果
中的数据 桌子 3 4 揭示之后 200 测试周期, 超过最低基准的三倍 60 周期, 铜镍材料保留了超过 89% 其初始平均爆发强度.
| 样品编号. | 静水布鲁斯特压力 | |
|---|---|---|
| 千帕 | 磅/平方英寸 | |
| 测试暴露前 | ||
| 1 | 114,108 | 16,550 |
| 2 | 113,079 | 16,400 |
| 平均: | 113,591 | 16,475 |
| 后 200 测试周期 | ||
| 3 | 104,111 | 15,100 |
| 4 | 102,732 | 14,900 |
| 5 | 100,663 | 14,600 |
| 6 | 99,974 | 14,500 |
| 平均: | 101,870 | 14,775 |
同样值得注意的是测试后爆破压力的窄幅分布. 这证明了铜镍的强度和物理性能的均匀性, 目前使用的涂层碳钢管中不存在的特征.
其他测试

数字 5 显示发动机舱 1976 型号 沃尔沃四门三厢车. 这辆车位于一家二手汽车零部件经销商的堆场内. 发动机已经被拆下,实际里程未知. 然而, 以发动机舱内的腐蚀为标准, 可以得出结论,可以看到从主缸中排出的未腐蚀的铜镍制动管具有, 事实上, 在敌对事件中幸存下来, 腐蚀性环境.
从这辆车上拆下制动管,并进行了静液压爆裂测试,结果如下:
管号. 1 111,694.95 千帕 (1 6,200 磅/平方英寸)
管号. 2 106,868.62 千帕 (1 5,500 磅/平方英寸)
这些真实世界的数据是对拖车测试结果的欢迎确认.
总结和结论
汽车行业在市场和测试跑道上面临着许多挑战. 它必须生产能够在质量基础上在世界市场上竞争的车辆, 安全, 可靠性, 耐用性和成本. 上面介绍的测试结果表明 90-10 铜镍管是汽车制动管路比低碳钢更好的选择,因为:
- 使用固有的耐腐蚀材料是防止制动管长期腐蚀的最佳保护措施. 沃尔沃已经证明了这一点, 其中使用 90-10 他们去年生产的汽车中的铜镍管 15 年.
- 拖车腐蚀试验结果表明, 90-10 铜镍管 (联合国 70600) 与当今美国制造的汽车中用于制动管路的涂层钢管相比,它是一种优越的产品.
- 当前双层包装, 钎焊和涂层钢管容易受到钎焊空隙的影响, 涂层空隙, 涂层附着力差和不连续性. 这些易感性, 结合随机服务损坏, 目前用于美国制造的车辆的制动管材料的实际使用寿命应被视为不可接受.
必须认识到,所有车身底部部件, 包括刹车管, 会被轮胎抛出的物体击中. 这种随机损害必须被视为链条中最脆弱的环节.
管材设计者通常会指定在被认为最容易受到石材损坏的管子区域添加金属或塑料套管. 然而, 固有的耐腐蚀铜镍管可提供最可靠的保护,防止此类随机服务损坏, 特别是与涂层钢管相比.
引用
 斯文森, 通用电气, 瑞典机动车检验公司, 制动管腐蚀 – 情况 1986, ISO 文件 150/22/2WG 8N 除外 82, 二月, 1986.
斯文森, 通用电气, 瑞典机动车检验公司, 制动管腐蚀 – 情况 1986, ISO 文件 150/22/2WG 8N 除外 82, 二月, 1986.- 英格拉姆, A.G.(英语:A.G.). 和矿工, D.K., 液压制动管路腐蚀; 对问题的初步调查, SAE 技术论文 690530; 在SAE年会上发表, 底特律, 密西根州, 五月 1969.
- 博洛尼亚, DJ公司, 加速腐蚀试验和新汽车制动管路涂层的评估, SAE 技术论文 912292, 会议, 迪尔伯恩, 密歇根州, 十月 1991.
- 布兰提根, J., 控制电力公司, 静水压爆破试验结果, 九月 11, 1992.



















