


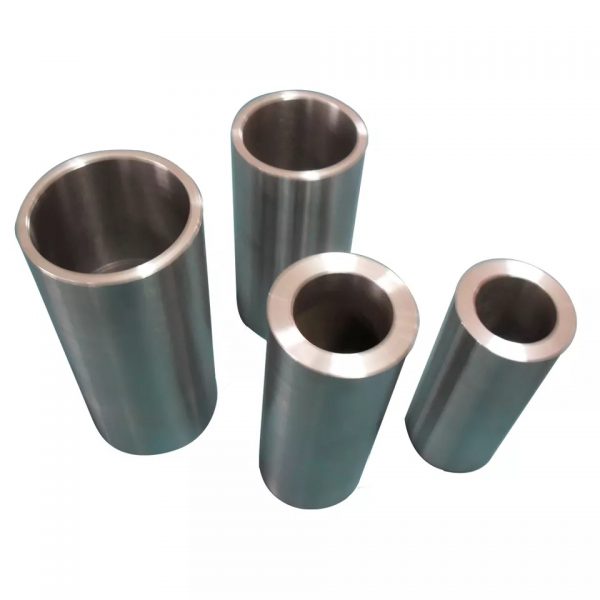







100Cr6轴承钢管
轴承钢管 指热轧或冷轧 (冷拔) 无缝钢管 用于制造普通滚动轴承套圈. 钢管外径为25-180mm, 壁厚为3.5-20mm, 可分为两种类型: 普通精度和更高精度. 轴承钢用于制造滚珠, 滚子和轴承套圈. 轴承在很大的压力和摩擦下工作, 所以要求轴承钢具有高而均匀的硬度, 耐磨性和高弹性极限.
对化学成分均匀性的要求, 非金属夹杂物的含量和分布, 并且轴承钢的碳化物分布非常严格. 它是所有钢铁生产中最严格的钢种之一.
如有任何问题, 请联系 sales@grandsteeltube.com
- 描述
- 查询
1. Relevant Steel Specification of 100Cr6 Bearing Steel
| Country | USA | German | 日本 | British |
| 标准 | ASTM A295 | DIN 17230 | JIS G4805 | 理学学士 970 |
| Grades | 52100 | 100Cr6/1.3505 | SUJ2 | 535A99/EN31 |
2. Chemical Composition of 100Cr6 Bearing Steel and Equivalents
| 标准 | 年级 | C | 锰 | P | S | 四 | 镍 | 铬 | 铜 | 莫 |
| ASTM A295 | 52100 | 0.93-1.05 | 0.25-0.45 | 0.025 | 0.015 | 0.15-0.35 | 0.25 | 1.35-1.60 | 0.30 | 0.10 |
| DIN 17230 | 100Cr6/1.3505 | 0.90-1.05 | 0.25-0.45 | 0.030 | 0.025 | 0.15-0.35 | 0.30 | 1.35-1.65 | 0.30 | – |
| JIS G4805 | SUJ2 | 0.95-1.10 | 0.50 | 0.025 | 0.025 | 0.15-0.35 | – | 1.30-1.60 | – | – |
| 理学学士 970 | 535A99/EN31 | 0.95-1.10 | 0.40-0.70 | – | – | 0.10-0.35 | – | 1.20-1.60 | – | – |
3. Mechanical 性能 of DIN 100Cr6 Bearing Steel
| 性能 | Metric | Imperial |
| Bulk modulus (typical for steel) | 140 GPa | 20300 KSI |
| Shear modulus (typical for steel) | 80 GPa | 11600 KSI |
| Elastic modulus | 190-210 GPa | 27557-30458 KSI |
| Poisson’s ratio | 0.27-0.30 | 0.27-0.30 |
| 硬度, Brinell | – | – |
| 硬度, Knoop (converted from Rockwell C hardness) | 875 | 875 |
| 硬度, Rockwell C (quenched in oil from 150°C tempered) | 62 | 62 |
| 硬度, Rockwell C (quenched in water from 150°C tempered) | 64 | 64 |
| 硬度, Rockwell C (quenched in oil) | 64 | 64 |
| 硬度, Rockwell C (quenched in water) | 66 | 66 |
| 硬度, Vickers (converted from Rockwell C hardness) | 848 | 848 |
| Machinability (spheroidized annealed and cold drawn. Based on 100 machinability for AISI 1212 钢) | 40 | 40 |
- 100Cr6 Steel Physical Properties
| 性能 | Metric | Imperial |
| 密度 | 7.81 克/厘米3 | 0.282 lb/in³ |
| 熔点 | 1424摄氏度 | 2595°华氏度 |
- DIN 100Cr6 Alloy Steel Thermal Properties
| 性能 | Metric | Imperial |
| Thermal expansion co-efficient (@ 23-280°C/73.4- 36°华氏度, 退火) | 11.9 µm/m°C | 6.61 µin/in°F |
| Thermal conductivity (typical steel) | 46.6 W/mK | 323 BTU in/hr.ft².°F |
4. Forging of DIN 100Cr6 Bearing Steel
DIN 100Cr6 alloy steel is forged at 927 to 1205°C, and should not be forged below 925ºC. A post-forge equalization treatment is recommended at 745ºC for 4-6 hours followed by air cooling for SAE/AISI 52100 钢.
5. Heat 治疗 for DIN 100Cr6 Bearing Steel
DIN 100Cr6 alloy bearing steel is heated at 816°C followed by quenching in oil. Before performing this process, it is subjected to normalizing heat treatment at 872°C followed by slowly cooling in order to reduce the machining stress.
Hot Working
DIN 100Cr6 bearing steels alloy can be hot worked at 205 to 538°C.
Cold Working
DIN 100Cr6 bearing steel can be cold worked using conventional techniques in the annealed or normalized conditions.
退火
For spheroidize anneale, the following isothermal anneal is recommended:
- 1500ºF (815ºC) for 3 小时
- 1350ºF (735ºC) for 4 小时
- 1250ºF (675ºC) for 3 小时
- Slow cool to 1000ºF (540ºC) then air cool.
Quenching
DIN 100Cr6 alloy bearing steel could be hardened by quenching in water from 801-829 degree or quench in oil from 816-842 度.
Tempering
Temper to desired hardness as indicated by tempering curves after water or oil quench.
The special steel grades for bearing steel pipe production include the following (G marked with “rolling”): chromium bearing steel such as GCr6, GCr9 (硅锰), GCrl5 (硅锰); Chromium free bearing steels such as GSiMnV (Re), GSiMnMoV (Re), GMnMoV (Re); Carburized bearing steel such as G20CrMo, G20Cr2Mn2Mo; High carbon chromium stainless bearing steel such as 9Cr18 (莫), 等.
The smelting quality of bearing steel is required to be very high. It is necessary to strictly control the content of sulfur, phosphorus, hydrogen, 等。, as well as the quantity, size and distribution of non-metallic inclusions and carbides. Because the quantity, size and distribution of non-metallic inclusions and carbides have a great impact on the service life of bearing steel, bearing failure is often caused by the propagation of microcracks around large inclusions or carbides.
The content of inclusions is closely related to the oxygen content in steel. The higher the oxygen content, the more inclusions and the shorter the service life. The larger the particle size and uneven distribution of inclusions and carbides are, the shorter their service life will be. Their size and distribution are closely related to the smelting process used and the smelting quality. The main processes for producing bearing steel are continuous casting and electric furnace smelting+electroslag remelting process smelting. A small number of processes such as vacuum induction+vacuum self consumption double vacuum or+multiple vacuum self consumption are used to improve the quality of bearing steel.
如有任何问题, 请随时联系 sales@tubesolutions.com.cn
相关产品
-

 阅读更多预览
阅读更多预览A210 无缝锅炉钢管
无缝中碳钢锅炉和过热管.
● 应用: 用于锅炉, 过热器, 锅炉蒸汽管线管
● 尺寸范围: 外径: 12.7-114.3毫米W.T.: 1.65-10毫米长。: 18000毫米最大如有任何问题,请联系:sales@grandsteeltube.com
-

 阅读更多预览
阅读更多预览无缝高精度管
进程路由概要: 优质碳钢→冷拔→光亮热处理,无氧化 (NBK状态) →无损检测. 在高压下进行壁面珩磨和内部冲洗→. 外表面防锈涂油→两端塑料封盖.
主要特点: 高精度, 出色的亮度, 热处理后内外壁无氧化, 内墙清洁度高. 钢管能够承受高压. 冷弯后不变形, 扩口和压扁后无裂纹 . 可实现复杂的几何成形和加工. 管子颜色: 灰色与白色.
主要用途: 用于液压系统, 汽车和高精度的场合, 亮度, 要求管子的清洁度和机械性能.如有任何问题,请联系 sales@grandsteeltube.com
-

 阅读更多预览
阅读更多预览油缸钢管
的应用 液压珩磨管
珩磨管和SRB管 (刮削和滚子抛光管) 多用作气缸管, 如液压缸管和气缸管, 广泛用于液压缸和气动缸的制造和维修. 由于珩磨管具有非常精确的尺寸公差和良好的表面光滑度, 因此该产品也用于需要精密尺寸或高光滑表面的应用.
如有任何问题,请联系 sales@grandsteeltube.com
-

 阅读更多预览
阅读更多预览低合金U型弯管
U型弯管采用冷加工方法进行,并按照客户图纸完成必要的弯曲半径. U型弯管/管可以由含有高产量和低产量不锈钢的各种管材制成, 合金钢, 碳钢,蒙乃尔 , 镍 铁合金, 哈氏合金,双工 , 超级双工,钛,铜合金和铬镍合金. 通常由无缝管制成的 U 型弯管, 可以根据客户的具体要求进一步定制厚度和尺寸. 它们易于进一步组装管束.
格兰德为各种行业提供U型弯管管,用于锅炉等一系列应用, 冷凝 器, 过热器,用于热交换器的管束, 冷却器/中间冷却器, 式 制冷机, 等等. 这些也用于不同的行业,如化肥厂, 制糖业, 钢铁厂,油 & 天然气厂, 化学的 & 石化厂, 炼油 厂, 电厂, 可再生能源工厂等.
-
 阅读更多预览
阅读更多预览无缝液压钢管
进程路由概要: 优质碳钢→冷拔→光亮热处理,无氧化 (NBK状态) →无损检测. 在高压下进行壁面珩磨和内部冲洗→. 外表面防锈涂油→两端塑料封盖.
主要特点: 高精度, 出色的亮度, 热处理后内外壁无氧化, 内墙清洁度高. 钢管能够承受高压. 冷弯后不变形, 扩口和压扁后无裂纹 . 可实现复杂的几何成形和加工. 管子颜色: 灰色与白色.
主要用途: 用于液压系统, 汽车和高精度的场合, 亮度, 要求管子的清洁度和机械性能.如有任何问题,请联系 sales@grandsteeltube.com
-

 阅读更多预览
阅读更多预览无缝锅炉管 A192
无缝中碳钢锅炉和过热管.
● 应用: 用于锅炉, 过热器, 锅炉蒸汽管线管
● 尺寸范围: 外径: 12.7-114.3毫米W.T.: 1.65-10毫米长。: 18000毫米最大如有任何问题,请联系:sales@grandsteeltube.com
-
 阅读更多预览
阅读更多预览API5L/A106B 无缝钢管
-

 阅读更多预览
阅读更多预览钛U型弯管
钛U型弯管通过冷加工方法进行,并根据客户图纸完成必要的弯曲半径. U型弯管/管可以由含有高产量和低产量不锈钢的各种管材制成, 合金钢, 碳钢,蒙乃尔 , 镍 铁合金, 哈氏合金,双工 , 超级双工,钛,铜合金和铬镍合金. 通常由无缝管制成的 U 型弯管, 可以根据客户的具体要求进一步定制厚度和尺寸. 它们易于进一步组装管束.
-

 阅读更多预览
阅读更多预览光亮退火钢管
进程路由概要: 优质碳钢→冷拔→光亮热处理,无氧化 (NBK状态) →无损检测. 在高压下进行壁面珩磨和内部冲洗→. 外表面防锈涂油→两端塑料封盖.
主要特点: 高精度, 出色的亮度, 热处理后内外壁无氧化, 内墙清洁度高. 钢管能够承受高压. 冷弯后不变形, 扩口和压扁后无裂纹 . 可实现复杂的几何成形和加工. 管子颜色: 灰色与白色.
主要用途: 用于液压系统, 汽车和高精度的场合, 亮度, 要求管子的清洁度和机械性能.如有任何问题,请联系 sales@grandsteeltube.com
-
 阅读更多预览
阅读更多预览EN10297-1 无缝钢管