








高精度不锈钢管
我们的钢管制造工艺始于冷轧金属带材, 辊压成型成管状形状和缝焊,不使用任何填充材料. 然后通过各种冷加工技术多次减小焊接管的尺寸,直到达到确切的尺寸, 公差, 并锤炼客户的要求.
在每个冷加工循环之后,管材被切割, 清洁和热处理,为下一个冷加工步骤做准备. 在达到最终尺寸之前, 我们的 Weldraw 产品将经历至少两个拉伸周期,至少减少其横截面积 40% 焊接后.
我们的制造工艺采用增值步骤的组合来生产最高质量的管材,以满足客户提供的确切规格. 管材可以用各种合金制成各种不同的尺寸和形状. 我们在生产过程中使用的操作的简要说明可以在下面找到.
如有任何问题,请联系 sales@grandsteeltube.com
- 描述
- 宝胜的优势
- 规格
- 查询
成形 & 焊接
精密冷轧带钢, 缝合到我们指定的厚度和宽度, 通过一系列波状辊架进料. 这些逐渐将条带形成管状. 然后将成型的带材送入焊接箱, 单个割炬使用钨惰性气体将边缘熔合在一起 (氩弧焊) 焊接工艺. 焊接参数精细控制 – 手电筒设置, 气体流量, 材料速度, 等 – 使我们能够焊接各种特种合金,同时确保焊接区域的高度完整性. 焊接后, 然后根据最终管的要求将焊接后的管壳切割成特定的长度和重量.
朝阳
有时用于加工焊接管, 朝阳在三个维度上减小了管子的尺寸 – 外径 (外径), 内径 (身份证) 和壁厚. 我们在管子的外侧滚动带有锥形凹槽的模具组,同时使用锥形匹配的支撑内径, 硬化钢芯棒. 在单个冷加工步骤, 我们可以显著减少横截面积,同时最大限度地减少材料损失和, 最重要的是, 改善材料的微观结构.
轧管
喜欢朝圣, 轧管还使用压缩来减小焊管的尺寸. 然而, 而朝阳使用一对凹槽, 锥形模具,用于在锥形心轴上加工金属, 管材轧制利用一组或两组辊子,在管材圆周上具有恒定的横截面槽. 一般, 该工艺采用圆柱形心轴,锥度很小或没有锥度. 轧辊由不同半径的齿轮齿条和小齿轮沿异形凸轮驱动, 围绕管子完成多次 360º 旋转.
轧管是一种非常精确的方法,用于减少非常薄壁和/或较小直径的管材, 并经常用作最后的冷加工步骤. 通过滚动, 我们能够实现对尺寸公差和表面光洁度的出色控制,同时最大限度地减少材料损失并改善金属的微观结构. 因为它使用压缩, 轧管非常适合加工钛和锆合金等独特金属.
我们的轧管能力包括经典的三辊 (单辊组) 管辊和先进的 5 辊 (2 辊组) 宝胜管材开发并获得专利的方法.
冷拔
通常用于焊接后的初始冷加工, 冷拔通过将管子拉过比管子小的模具来减小直径. 为了将管子安装到模具中, 一端被“赃物”或“标记”,从而在拉伸之前减小前端的直径. 下一个, 变窄的末端穿过模具并夹在拉丝小车上,拉丝小车将管子拉过模具. 拉出后,在清洁前从管端裁剪“标签”.
宝胜管采用三种冷拔技术:
水槽图纸
这是三种绘图方法中最简单的一种, 因为没有工具可以支撑 ID 表面. 管子通过抛光工具钢或工业金刚石制成的模具拉出, 从而减小其内径和外径. 我们的专业润滑和应用技术, 结合我们专有的模具配置文件, 使外径表面在拉制管材时变得更光滑. 由于内径不受限制, 拉丝过程中管子的壁厚通常会增加, 并且在水槽拉拔过程中,内径表面光洁度通常会变得更粗糙.
杆拉图
拉杆是我们最常用的冷拔方法, 主要用于中间或过程中的绘图阶段, 同时减小外径和壁厚. 将管子装载在硬化钢芯棒上,然后通过模具拉出两者. 这会将管子挤压到杆上, 减小外径,同时变薄壁面. 模具和心轴决定了拉制管的尺寸, 然后通过向管子外部施加压力来稍微膨胀,以便可以移除杆. 由于通过拉杆可以实现更大的截面积减小, 此方法用于中间工艺阶段,以在最终拉拔周期之前减小管材尺寸.
插头图
这种类型的图纸用于实现最佳的表面光洁度以及对尺寸和最终回火的最大控制. 在拔塞过程中,管子的外径和壁厚都减小了, 当管子穿过模具并经过由高级工具钢制成的固定插头/心轴时. 插头或芯轴具有抛光表面,并连接到固定的背杆上, 小心地放置在拉丝模具内. 管子装载在心轴/背杆上. 当管子通过模具时, 流过固定塞的金属的抛光作用赋予管内高公差表面光洁度.
正确润滑和准备时, ID将显示很少的缺陷和饰面 16 可以实现RMS或更好. 通常在最终拉伸阶段选择插头拉伸,因为它可以实现高质量的表面光洁度, 卓越的尺寸控制, 以及对抗拉强度要求的积极影响.
塑造
我们的焊拉管几乎可以生产任何型材. 欲了解更多详情,请联系我们的产品团队.
脱脂清洗
作为我们努力开发和实施更环保流程的一部分, 优越管消除了三氯乙烯的使用 (传统文化表现形式) 作为脱脂剂 2008, 用一种同样有效但更安全的溶剂代替它,称为正丙基溴 (nPB). 由于与使用传统文化表现形式相关的关注和风险日益增加, 我们投入了大量精力来寻找一种更安全的溶剂,这种溶剂不会影响我们建立声誉的卓越产品质量.
虽然我们转向nPB对我们的业务非常有利, 我们认识到,我们保护环境的责任是一项持续的努力, 我们将继续我们的开发工作,以进一步提高安全性并减少我们的管道清洁过程对环境的影响.
退火
退火用于在进一步的冷加工或制造工艺之前软化金属, 并改善管材的整体冶金微观组织. 在管材减速或冷拔期间, 它可能会变硬且有些脆. 为了能够再次拉管子, 需要去除冷加工过程中形成的应力,以使材料恢复到正常状态.
在退火过程中,管子被加热到受控温度 (最高 2100°F) 和浸泡时间. 通过这个过程,管子保持形状, 但管结构中的晶粒改造成规则的无应力模式. 由此产生的退火管更柔软,适合重拔.
我们严格控制的退火和热处理工艺由我们的核能定期审核, 医疗, 和航空航天客户.
矫 直
拉拔和退火通常会导致一定程度的弯曲, 在管道中产生轻微弯曲. 在Superior Tube,我们在精加工的第一阶段使用多个辊子机械矫直机. 矫直器对产品施加压力和弯曲,以消除弯曲或弯曲, 导致直线度水平为每英尺 0.010”, 或更好. 矫直会使管材的尺寸和机械性能发生轻微变化, 所以这些方面在这个过程中都得到了非常仔细的控制.
外径抛光/研磨
当我们的客户指定时, 我们可以使用多台头皮带研磨机抛光或研磨其管材的外径. 进行抛光以改善表面的外观, 提供明亮的, 均匀的表面光洁度. 皮带磨削用于从外径中去除少量金属,以消除微小的缺陷和瑕疵, 这可能是冷加工造成的. 抛光和研磨都减小了最终的外径和壁尺寸, 因此,使用精确的控制来确保均匀的尺寸和极高质量的表面光洁度.
ID喷砂
喷砂用于调节内径表面, 类似于研磨方式对外径表面进行调节. 使用压缩空气迫使磨蚀性介质通过管子, 实现均匀的表面光洁度,没有轻微的冷加工缺陷. 喷砂可以改变内径尺寸和壁厚, 因此,我们再次使用精确的控制来确保统一的尺寸. 实现极高质量的表面处理. 无损检测和检验
宝胜管 在发货前检查所有批次的管材,以确保满足客户订单的各个方面. 我们的内部检验能力包括:
- 合金身份验证 (正面材料识别, 或采购经理人指数)
- 目视检查
- 尽可能使用激光测微计和空气计等非接触式技术进行尺寸检测
- 表面粗糙度测试
- 符合严格标准的浸入式超声波检测
- 环绕线圈涡流测试
- 染料渗透检查
- 静水压力测试
- 爆破压力测试
- 破坏性机械和冶金测试:– 屈服强度– 极限抗拉强度– 伸长– 洛氏硬度和努氏硬度测试– 晶粒尺寸的金相分析, 结构, 微清洁度, 和缺陷– 弯曲等操作测试, 平坦, 和燃烧
- 我们还与几个合格的独立实验室合作,这些实验室可以执行上面未列出的其他冶金测试, 如果我们的客户要求
所有货物都包括完整的测试证书,显示所有必需的测试结果并验证是否符合订单要求.
冲压/贴标
所有产品将根据您的要求进行识别. 邮票通常包括我们的批号等信息, 原料热值, 尺寸, 材料和其他相关信息. 对于许多产品,此信息沿批次中管道的长度用可移动墨水标记. 对于太小或太薄的产品, 信息可以包含在材料标签或盒子标签上.
包装
直线长度的拉制管可以单独套在纸或塑料中和/或包装在我们独特的纸板垫片中,以确保在运输过程中不会发生损坏. 卷曲的拉管使用纸或纸板分离器水平包装,以防止管与管接触. 所有管材都装在内衬蜡牛皮纸的木箱中, 特耐王粘土涂层增强外壳, 或标准纸板箱. 也可根据要求提供防止异物进入管内的塑料端盖.
装船
当要求时, 我们可以安排发货并运送到您的码头, 或将您的试管运送给第三方,并且, 如果需要, 可以安排加急发货. 我们目前出口到 30 世界各地的国家/地区,并使用国际贸易术语解释通则®作为我们的国际航运框架.
如果您需要更多信息,请联系 sales@grandsteeltube.com
1. 自生产高精度不锈钢管以来 2005
2. 与来自欧洲的客户合作,西亚,北美洲,自2009年以来的南美等
3. 样品可以在 10 确认后天数
4. 50 天数作为生产周期和订单确认后的交货期.
5. 20,000 米级高精度不锈钢管库存.
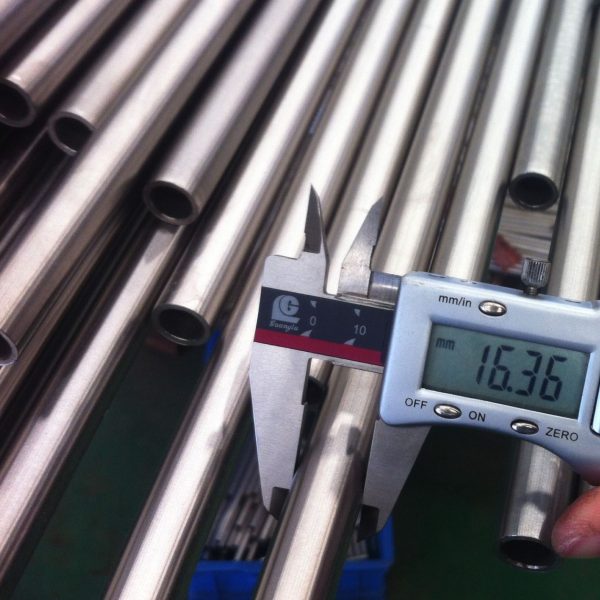
6. 300 尺寸可从OD提供:6毫米xWT:0.5毫米到外径:131毫米xWT:5毫米
7. 第三方检验,如:图夫,BV,SGS,等接受
8. 专业团队协助您的特殊管材要求.
9. 可提供其他相关管 :光亮退火不锈钢管,焊接不锈钢管;等
如有任何问题,非常欢迎您联系 sales@grandsteeltube.com
进程路由概要: 优质冷轧不锈钢带→焊成管→冷轧→光亮热处理不氧化 (NBK状态) →冷拔→冷轧→无损检测. 在壁面珩磨和高压下内部冲洗→两端塑料封盖.
主要特点: 高精度, 出色的亮度, 热处理后内外壁无氧化, 内墙清洁度高. 钢管能够承受高压. 冷弯后不变形, 扩口和压扁后无裂纹 . 可实现复杂的几何成形和加工. 管子颜色: 灰色与白色.
主要用途: 用于液压系统, 汽车和高精度的场合, 亮度, 要求管子的清洁度和机械性能.
主要牌号:
不锈钢304,不锈钢304L,不锈钢316,不锈钢316L,不锈钢316钛,等
交货状态:
退火 & 腌制+抛光,光亮退火+抛光,硬质+抛光
规格:
6.00~219.00毫米 x 0.5~10.00毫米
成形 & 焊接
精密冷轧带钢, 缝合到我们指定的厚度和宽度, 通过一系列波状辊架进料. 这些逐渐将条带形成管状. 然后将成型的带材送入焊接箱, 单个割炬使用钨惰性气体将边缘熔合在一起 (氩弧焊) 焊接工艺. 焊接参数的精细控制 – 割炬设置, 气体流量, 材料速度, ETC – 使我们能够焊接各种特种合金,同时确保焊接区域的高度完整性. 焊接后, 然后根据最终管的要求将焊接后的管壳切割成特定的长度和重量.
退火
退火用于在进一步的冷加工或制造工艺之前软化金属, 并改善管材的整体冶金微观组织. 在管材减速或冷拔期间, 它可能会变硬且有些脆. 为了能够再次拉管子, 需要去除冷加工过程中形成的应力,以使材料恢复到正常状态.
在退火过程中,管子被加热到受控温度 (为止 1200 °C) 和浸泡时间. 通过这个过程,管子保持形状, 但管结构中的晶粒改造成规则的无应力模式. 由此产生的退火管更柔软,适合重拔.
我们严格控制的退火和热处理工艺由我们的核能定期审核, 医疗, 和航空航天客户.
矫 直
拉拔和退火通常会导致一定程度的弯曲, 在管道中产生轻微弯曲. 在宝盛管材,我们在精加工的第一阶段使用多台辊子机械矫直机. 矫直器对产品施加压力和弯曲,以消除弯曲或弯曲, 直线度水平为每米 1.00 毫米, 或更好. 矫直会使管材的尺寸和机械性能发生轻微变化, 所以这些方面在这个过程中都得到了非常仔细的控制.
外径抛光/研磨
当我们的客户指定时, 我们可以使用多台头皮带研磨机抛光或研磨其管材的外径. 进行抛光以改善表面的外观, 提供明亮的, 均匀的表面光洁度. 皮带磨削用于从外径中去除少量金属,以消除微小的缺陷和瑕疵, 这可能是冷加工造成的. 抛光和研磨都减小了最终的外径和壁尺寸, 因此,使用精确的控制来确保均匀的尺寸和极高质量的表面光洁度.
ID喷砂
喷砂用于调节内径表面, 类似于研磨方式对外径表面进行调节. 使用压缩空气迫使磨蚀性介质通过管子, 实现均匀的表面光洁度,没有轻微的冷加工缺陷. 喷砂可以改变内径尺寸和壁厚, 因此,我们再次使用精确的控制来确保统一的尺寸. 实现极高质量的表面处理. 无损检测和检验
宝胜管 在发货前检查所有批次的管材,以确保满足客户订单的各个方面. 我们的内部检验能力包括:
- 合金身份验证 (正面材料识别, 或采购经理人指数)
- 目视检查
- 尽可能使用激光测微计和空气计等非接触式技术进行尺寸检测
- 表面粗糙度测试
- 符合严格标准的浸入式超声波检测
- 环绕线圈涡流测试
- 染料渗透检查
- 静水压力测试
- 爆破压力测试
- 破坏性机械和冶金测试:– 屈服强度– 极限抗拉强度– 伸长– 洛氏硬度和努氏硬度测试– 晶粒尺寸的金相分析, 结构, 微清洁度, 和缺陷– 弯曲等操作测试, 平坦, 和燃烧
- 我们还与几个合格的独立实验室合作,这些实验室可以执行上面未列出的其他冶金测试, 如果我们的客户要求
所有货物都包括完整的测试证书,显示所有必需的测试结果并验证是否符合订单要求.
冲压/贴标
所有产品将根据您的要求进行识别. 邮票通常包括我们的批号等信息, 原料热值, 尺寸, 材料和其他相关信息. 对于许多产品,此信息沿批次中管道的长度用可移动墨水标记. 对于太小或太薄的产品, 信息可以包含在材料标签或盒子标签上.
包装
直线长度的拉制管可以单独套在纸或塑料中和/或包装在我们独特的纸板垫片中,以确保在运输过程中不会发生损坏. 卷曲的拉管使用纸或纸板分离器水平包装,以防止管与管接触. 所有管材都装在内衬蜡牛皮纸的木箱中, 特耐王粘土涂层增强外壳, 或标准纸板箱. 也可根据要求提供防止异物进入管内的塑料端盖.
装船
当要求时, 我们可以安排发货并运送到您的码头, 或将您的试管运送给第三方,并且, 如果需要, 可以安排加急发货. 我们目前出口到 30 世界各地的国家/地区,并使用国际贸易术语解释通则®作为我们的国际航运框架.
如有任何问题,非常欢迎您联系 sales@grandsteeltube.com
相关产品
-

 阅读更多预览
阅读更多预览无缝不锈钢线圈管
无缝不锈钢线圈管用于不同气体和流体的各种循环系统, 线圈管提供长管安装的能力,无需连接配件. 宝胜提供焊接和无缝卷管,可以提供长轧机长度或短至五十英尺的截面定长切割. 这些产品对石化具有行业适用性, 石油生产伴热, 地热和流量测量应用.
油 & 气 – 井下和海底应用中的化学品注入和液压控制管路. 我们的油管已帮助一些最知名的油田服务公司降低运营成本并提高效率.
化学加工 – 当关键流体在化学工艺环境中转移时,我们的无缝管消除了填充材料剥落和被困住的可能性, 导致测量不准确或整体系统故障.
替代能源 – 加氢站连续油管, 压缩天然气输送, 液化天然气输送, 地热和太阳能碟.
航空 航天 & 防御 – 我们为机身等应用提供高级 MIL-Spec 无缝不锈钢管, 燃油管路, 用于自动武器和液压管路的气体回流管.
如有任何问题,请联系 sales@grandsteeltube.com
-

 阅读更多预览
阅读更多预览光亮退火不锈钢管
(1) 标准: 美国材料协会/ASME A789/SA789, A790/SA790, EN10216-5;等
(2) 年级: 1.4301,1.4306,1.4401,1.4404, S31803等(3) 外径范围:5-88.9 毫米,WT系列: 0.5-12.7 毫米
(4) 长度: 不弯曲长度或固定长度, 1-12 米
(5) 标记: 材料等级, 标准, 规范, 加热 否.
(6) 包: 针织条捆扎, 木箱或钢箱
(7) 轧机测试证书: 根据 EN 10204 3.1
(8 应用: 炼油行业的热交换器;石化厂;造船业
-

 阅读更多预览
阅读更多预览小型矩形不锈钢管
-
 阅读更多预览
阅读更多预览无缝异形不锈钢管
-

 阅读更多预览
阅读更多预览S31803 双相无缝不锈钢管
(1) 标准: 美国材料协会/ASME A789/SA789, A790/SA790,EN10216-5;等
(2) 年级: S31803等(3) 外径范围:6-610 毫米,WT系列: 1-30 毫米
(4) 长度: 不弯曲长度或固定长度, 1-12 米
(5) 标记: 材料等级, 标准, 规范, 加热 否.
(6) 包: 针织条捆扎, 木箱或钢箱
(7) 轧机测试证书: 根据 EN 10204 3.1
(8 应用: 炼油行业的热交换器; 石化厂; 造纸/纸浆行业; 糖/饮料工业
-

 阅读更多预览
阅读更多预览电抛光不锈钢管
电抛光是一种“反镀”工艺,它使用电化学溶液去除不锈钢管的外层. 通过剥离一层均匀的不锈钢管, 电解抛光过程还可以去除嵌入的污染物, 热色调和氧化皮, 微裂纹, 毛刺, 坑, 以及其他可能影响零件性能和耐用性的表面缺陷
电解抛光不锈钢管特别适用于 300 和 400 系列不锈钢可提高零件的耐腐蚀性,从而留下持久的光亮表面. 与钝化不同,可以在所有种类的不锈钢上进行电解抛光,这使得其各种耐腐蚀性优于单独的钝化 - 电解抛光零件 30 耐腐蚀性是钝化产品的倍数. 溶解均匀表面金属层的过程更有效且更具侵略性, 因为它是高度受控的,可以用来去除少至 .02“的表面材料.
-

 阅读更多预览
阅读更多预览1.4404 卫生级不锈钢管
卫生不锈钢管用于乳品厂, 食物, 饮料行业需要比标准仪表等级更高纯度的管材. 卫生不锈钢管提供高度抛光的内径和外径,以确保清洁度,防止颗粒滞留. 宝胜提供国内管材产品,该产品采用最先进的TIG焊接或无缝冷拔工艺生产高质量的管材,具有确保饮料系统无故障所需的卓越配合和表面质量.
如有任何问题,请联系 sales@grandsteeltube.com
-

 阅读更多预览
阅读更多预览大型外径无缝不锈钢管
(1) 标准: 美国材料协会/ASME A789/SA789, A790/SA790
(2) 年级: 1.4301,1.4306,1.4401,1.4404, S31803等
(3) 外径范围:101.60毫米-1066.00 毫米,WT系列: 1.65毫米-20.00毫米
(4) 长度: 不弯曲长度或固定长度, 1-12 米
(5) 标记: 材料等级, 标准, 规范, 加热 否.
(6) 包: 针织条捆扎, 木箱或钢箱
(7) 轧机测试证书: 根据 EN 10204 3.1
(8) 应用: 炼油行业的热交换器; 石化厂; 造纸/纸浆行业; 糖/饮料行业
如有任何问题,请联系 sales@grandsteeltube.com
-

 阅读更多预览
阅读更多预览微孔不锈钢管
燃油喷射管大量用于各种汽车柴油发动机, 船舶, 建筑设备, 和农业机械. 我们提供各种带或不带夹具的喷油管, 广泛应用于汽车行业. 这些是使用高级材料制造的, 赋予最高水平的耐用性. 这些燃油喷射管采用优质的原材料制成,经过严格的质量参数检查, 尺寸和清洁度.
如有任何问题,请联系 sales@grandsteeltube.com
-

 阅读更多预览
阅读更多预览无缝不锈钢管
(1) 标准: 美国材料协会/ASME A789/SA789, A790/SA790
(2) 年级: 1.4301,1.4306,1.4401,1.4404, S31803等(3) 外径范围:12.7-88.9 毫米,WT系列: 1.65-12.7 毫米
(4) 长度: 不弯曲长度或固定长度, 1-12 米
(5) 标记: 材料等级, 标准, 规范, 加热 否.
(6) 包: 针织条捆扎, 木箱或钢箱
(7) 轧机测试证书: 根据 EN 10204 3.1
(8 应用: 炼油行业的热交换器; 石化厂; 造纸/纸浆行业; 糖/饮料行业