










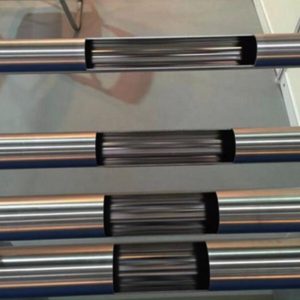
Paslanmaz Silindir Tüpler
Paslanmaz çelik Pnömatik Silindir Boru, dikkatli üretim süreci ile dikişsiz veya kaynaklı paslanmaz ile üretilir.
Ana Sınıf:TP304/304L, TP316/316L,1.4301,1.4304,1.4401,1.4404
Boyut:OD9.53mm-131mm WT ile: 0.635-5Mm. 3Uzunluk olarak M veya 6M.
ASTM A269 ve ID toleransı H10 veya H11 ile.
OD ≤Ra pürüzlülüğü 0.8 ve Kimlik ≤8 Ra 0.4
Grand sertlik gibi mekanik özellikleri karşılayabilir,
çekme dayanımı, akma dayanımı, uzama ve ovallik vb..
Herhangi bir sorunuz varsa,lütfen iletişime geçin sales@grandsteeltube.com
- Tarif
- Özellikler
- Grand'ın Avantajları
- Soruşturma
Paslanmaz çelik pnömatik silindir borusu, çok dikkatli bir üretim süreci ile dikişsiz veya kaynaklı malzeme paslanmaz çelik borulardan üretilir..
TP304/304L, TP316/316L,1.4301,1.4304,1.4401,1.4404 ana sınıftır
Boyut aralığı dış çapı 9.53mm-131mm ve duvar kalınlığı 0.635mm-5mm'dir..
Tüp genellikle ASTM A269'a göre ve ID H10 veya H11 ile üretilir.
Tüpler iyi dış ve iç yüzeylere sahiptir, pürüzlülük OD Ra olacaktır 0.8 max ve id Ra olacaktır 0.4 .max.
Grand sertlik gibi mekanik özellikleri karşılayabilir, çekme dayanımı, akma dayanımı, uzama ve ovallik vb..
Herhangi bir sorunuz varsa,iletişime geçmekten memnuniyet duyarsınız sales@grandsteeltube.com
Oluşturan & Kaynak
Hassas soğuk haddelenmiş şerit, Belirtilen kalınlık ve genişlikte yarık, bir dizi konturlu rulo standı ile beslenir. These progressively form the strip into tubular shape. The formed strip is then fed through the weld box, where a single torch fuses the edges together using a Tungsten Inert Gas (TIG) welding process. Fine control over welding parameters – torch settings, gas flow, material speed, etc – enables us to weld a wide range of specialty alloys while ensuring high integrity of the weld zone. After welding, the as-welded tube shells are then cut to specific lengths and weights according to the final tube requirements.
Annealing
Annealing is used to soften the metal before further cold working or fabrication processes, and improves the overall metallurgical microstructure of the tube. During tube reduction or cold drawing, it can become hard and somewhat brittle. To be able to draw the tube again, stresses formed during cold working need to be removed to return the material to its normal state.
During annealing the tube is heated to a controlled temperature (up to 1200 °C) and soak time. Through this process the tube remains in shape, but the grains in the structure of the tube reform into a regular unstressed pattern. The resulting annealed tube is softer and suitable for redrawing.
Our closely controlled annealing and heat treat processes are audited regularly by our nuclear, medical, and aerospace customers.
Straightening
Drawing and annealing generally results in some degree of bowing, producing a slight bend in the tubing. At Baosheng Tube we use multiple roll mechanical straighteners in the first stage of finishing. The straightener applies pressure and flex to the product in order to remove bends or bows, resulting in a straightness level of 1.00mm per meter, or better. Straightening can introduce slight changes to the size and mechanical properties of the tubing, so these aspects are very carefully controlled during the process.
OD Polishing/Grinding
When specified by our customers, we can polish or grind the outside diameter of their tubes using multiple head belt grinding machines. Polishing is done to improve the cosmetic appearance of the surface, providing a bright, uniform surface finish. Belt grinding is used to remove a small amount of metal from the OD in order to eliminate minor flaws and imperfections, which may result from cold working. Both polishing and grinding reduce the final outside diameter and wall dimensions, so precise controls are used to ensure a uniform size with an extremely high quality surface finish.
ID Grit blasting
Grit blasting is used to condition the ID surface, similar to the way grinding conditions the OD surface. An abrasive medium is forced through the tube using compressed air, resulting in a uniform surface finish free of minor cold working flaws. Grit blasting can alter both the ID size and wall thickness, so once again we use precise controls to ensure a uniform size. An extremely high quality finish is achieved. Non destructive testing and inspection
Baosheng Tube inspects all lots of tubing before shipment to ensure that every aspect of the customer’s order has been met. Our in-house inspection capabilities include:
- Alloy identity verification (Positive Material Identification, or PMI)
- Visual inspection
- Dimensional inspection using non-contact techniques such as laser micrometers and air gages whenever possible
- Surface roughness testing
- Immersion ultrasonic testing to exacting standards
- Encircling coil Eddy Current testing
- Dye penetrant examination
- Hydrostatic pressure testing
- Burst pressure testing
- Destructive mechanical and metallurgical testing:– Akma dayanımı– Ultimate Tensile Strength– Uzama– Rockwell and Knoop Hardness testing– Metallographic analysis for grain size, structure, micro-cleanliness, and flaws– Manipulation testing such as bending, flattening, and flaring
- We also work with several qualified independent labs that can perform additional metallurgical testing not listed above, if required by our customers
All shipments include a full Test Certificate showing all required test results and verifying compliance with the order requirements.
Stamping/Labeling
All products will be identified in accordance with you requirements. Stamps usually include information such as our lot number, raw material heat number, Boyutlar, material and other pertinent information. For many products this information is marked in removable ink along the length of the tubing in the lot. For those products that are too small or too thin, the information can be included on material tags or box labels.
Ambalaj
Straight lengths of weldrawn tubing can be individually sleeved in paper or plastic and/or packaged in our unique cardboard spacers to ensure no damage occurs during transit. Sarmal borular, borudan boruya teması önlemek için kağıt veya karton ayırıcılar kullanılarak yatay olarak paketlenir. Tüm borular, balmumu kraft kağıdı ile kaplı ahşap kasalarda paketlenmiştir, Üç duvarlı kil kaplı güçlendirilmiş kasalar, veya standart karton kutular. Tüplerin içine yabancı madde girmesini önleyen plastik uç kapaklar da istek üzerine temin edilebilir.
Sevkiyat
İstendiğinde, Rıhtımınıza sevkiyat ve teslimat ayarlayabiliriz, veya tüplerinizi üçüncü bir tarafa gönderin ve, İhtiyaç halinde, Hızlandırılmış gönderiler ayarlayabilir. Şu anda ihracat yapıyoruz 30 dünyanın her yerindeki ülkeler ve nakliye için uluslararası çerçevemiz olarak Incoterms'i® kullanıyor.
Herhangi bir sorunuz varsa,iletişime geçmekten memnuniyet duyarsınız sales@grandsteeltube.com
1. O zamandan beri paslanmaz çelik pnömatik silindir boru üretimi 2010.
2. Avrupa'dan müşterilerle çalışmak,Batı Asya,Kuzey Amerika,Güney Amerika, beri 2006 ve saire
3. Numuneler içinde teslim edilebilir 35 onaydan sonraki günler.
4. 40 üretim süresi olarak gün ve sipariş onayından sonra teslimat.
5. 20,000 stokta dikişsiz çelik boruların metreleri.
6. 200 boyutlar OD'den sunulabilir:9.52mmxWT:0.76mm için OD:131.00mmxWT:5Mm
7. Gibi üçüncü taraf denetimi:TÜV,BV,SGK,vb kabul edilir
8. Profesyonel ekip, özel tüp gereksinimlerinize yardımcı olur.
9. Diğer ilgili tüpler:Yüksek hassasiyetli dikişsiz paslanmaz borular,parlak tavlanmış paslanmaz borular;ve saire
Herhangi bir sorunuz varsa,iletişime geçmekten memnuniyet duyarsınız sales@grandsteeltube.com
İlgili Ürünler
-
 Devamını OkuHızlı Görünüm
Devamını OkuHızlı GörünümKüçük Kare Paslanmaz Tüp
Paslanmaz çelik kare boru ve dikdörtgen boru genellikle boru çeliği veya yapısal boru olarak adlandırılır.. Bunlar ayrıca içi boş bir yapısal bölüm veya kısaca HSS olarak da adlandırılır.. Yapısal amaçlar için kullanılır, kare tüp, dikdörtgen tüp, I kirişler, ve saire., birçok farklı çelik ve alaşım türünde satın alınabilir. Kare boru üretimi, borunun üretim süreciyle aynıdır, ancak ürün bir dizi şekillendirme standından geçer., son kare spesifikasyonlarını karşılamak.
Daha fazla bilgiye ihtiyacınız varsa,lütfen iletişime geçin sales@grandsteeltube.com
-

 Devamını OkuHızlı Görünüm
Devamını OkuHızlı Görünüm1.4404 Sıhhi Paslanmaz Borular
Sıhhi paslanmaz çelik borular süt ürünleri için kullanılır, gıda, ve içecek endüstrileri standart enstrümantasyon sınıfından daha yüksek saflıkta bir boru gerektirir. Sıhhi paslanmaz borular, partikül sıkışmasını önlemek için temizliği sağlamak için oldukça cilalı bir ID ve OD sunar. Baosheng, sorunsuz bir içecek sistemi sağlamak için gereken üstün uyum ve son işlem kalitesine sahip yüksek kaliteli bir tüp üretmek için son teknoloji TIG kaynağı veya kesintisiz soğuk çekme işlemi kullanılarak üretilen yerli bir boru ürünü sunmaktadır..
Herhangi bir sorunuz varsa,lütfen iletişime geçin sales@grandsteeltube.com
-

 Devamını OkuHızlı Görünüm
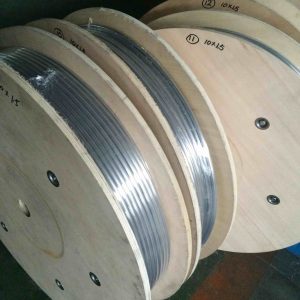
Devamını OkuHızlı GörünümDikişsiz Paslanmaz Bobin Tüp
Dikişsiz paslanmaz çelik bobin tüpleri, farklı gazlar ve sıvılar için çeşitli sirkülasyon sistemleri için kullanılır, bobin tüpleri, bağlantı parçalarının birleştirilmesine gerek kalmadan uzun uzunlukta boru kurulumları için yetenek sağlar. Baosheng hem kaynaklı hem de dikişsiz bobin boruları sunar ve bunları uzun değirmen uzunluklarında veya elli feet kadar kısa bölümlerde uzunluğa kadar kesebilir. Bu ürünler petrokimya için endüstri uygulanabilirliğine sahiptir, petrol üretimi ısı takibi, jeotermal ve akış ölçüm uygulamaları.
Yağ & Gaz – Kuyu dibi ve denizaltı uygulamalarında kimyasal enjeksiyon ve hidrolik kontrol hatları. Borularımız, en tanınmış petrol sahası servis şirketlerinden bazılarının işletme maliyetlerini düşürmesine ve verimliliği artırmasına yardımcı olmuştur.
Kimyasal İşleme – Kritik sıvılar kimyasal bir proses ortamında transfer edildiğinde, dikişsiz tüpümüz bir dolgu malzemesinin pul pul dökülme ve sıkışma potansiyelini ortadan kaldırır., yanlış ölçümlere veya genel bir sistem arızasına neden olur.
Alternatif Enerji – Hidrojen Yakıt İkmal İstasyonları için Sarmal Boru, CNG Transfer, LNG Transferi, Jeotermal ve Güneş Yemekleri.
Havacı -lık & Savunma – Uçak gövdeleri gibi uygulamalar için yüksek kaliteli MIL-Spec dikişsiz paslanmaz çelik boru sağlıyoruz, Yakıt Hatları, Otomatik silahlar ve hidrolik hatlar için gaz geri dönüş tüpleri.
Herhangi bir sorunuz varsa,lütfen iletişime geçin sales@grandsteeltube.com
-

 Devamını OkuHızlı Görünüm
Devamını OkuHızlı GörünümDikişsiz Kılcal Paslanmaz Boru
1)İnce Silindir: Gaz, hava, yağ, içme suyu sistemi;Soğutma vidası;bükme makineleri için borular;Kompresör;son derece ince işleme ,ve saire.
2)Hassas makine / enstrüman: Yarı iletken endüstrisi (yüksek saflıkta gaz hattı / Alet -leri) ;Hassas elektronik / elektrikli / otomobil parçaları;Ölçüm cihazları için parçalar;Hassas şaft; Rulo;Ortodonti için tıbbi parçalar, ve saire.
3)Gıda tüpleri / hijyen.
4)Isı eşanjörü: Kazan; Nükleer jeneratör;Kimyasal üretim hattı;özel bitkiler,ve saire.Herhangi bir sorunuz varsa,lütfen iletişime geçin sales@grandsteeltube.com
-

 Devamını OkuHızlı Görünüm
Devamını OkuHızlı GörünümDikişsiz Paslanmaz U Boru
U-Tubing, ısı eşanjörünün ısı transfer boru hattında kullanılır, kızdırıcı, besleme suyu ısıtıcısı ve radyatör, Petrolde geniş uygulamalara sahiptir, kimyasal, Termik Enerji Üretimi ve Nükleer Enerji Endüstrisi. Baosheng'de U-Tubing, geniş beden aralığı ile, 304 / 304L gibi yaygın östenitik paslanmaz çelik、316/316L、321、347 ve benzeri, en az. bükülme yarıçapı R≥1.5D; UNS S31500 gibi dubleks paslanmaz çelik için、UNS S31803、UNS S32205 ve benzeri, en az. bükülme yarıçapı R≥2.0D.
Herhangi bir sorunuz varsa,lütfen iletişime geçin sales@grandsteeltube.com
-
 Devamını OkuHızlı Görünüm
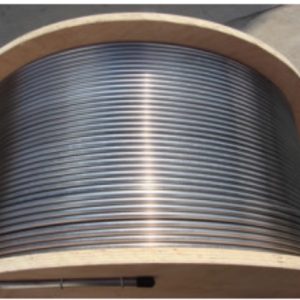
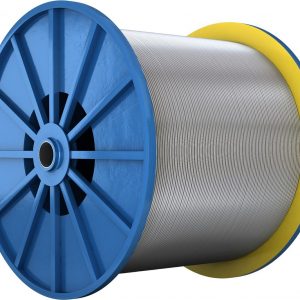
Devamını OkuHızlı GörünümKaynaklı Paslanmaz Bobinli Borular
Bobinlerde ve kontrol hatları için kullanılan makaralarda paslanmaz çelik borular, kimyasal enjeksiyon hatları, göbek kemiklerinin yanı sıra hidrolik ve enstrümantasyon sistemleri.
Farklı gazlar ve sıvılar için çeşitli sirkülasyon sistemlerinde kullanılır, bobin tüpleri, bağlantı parçalarının birleştirilmesine gerek kalmadan uzun uzunlukta boru kurulumları için yetenek sağlar. Baosheng sorunsuz / kaynaklı paslanmaz bobin boruları üretir ve bunları uzun değirmen uzunluklarında veya elli feet kadar kısa bölümlerde uzunluğa kadar kesebilir. Bu ürünler petrokimya için endüstri uygulanabilirliğine sahiptir, petrol üretimi ısı takibi,
Kaynaklı paslanmaz bobin tüpleri, farklı gazlar ve sıvılar için çeşitli sirkülasyon sistemleri için yaygın olarak kullanılmaktadır., bobin tüpleri, bağlantı parçalarının birleştirilmesine gerek kalmadan uzun uzunlukta boru kurulumları için yetenek sağlar. Baosheng hem kaynaklı hem de dikişsiz bobin boruları sunar ve bunları uzun değirmen uzunluklarında veya elli feet kadar kısa bölümlerde uzunluğa kadar kesebilir. Bu ürünler petrokimya için endüstri uygulanabilirliğine sahiptir, petrol üretimi ısı takibi, jeotermal ve akış ölçüm uygulamaları.
-

 Devamını OkuHızlı Görünüm
Devamını OkuHızlı GörünümS31803 Dubleks Dikişsiz Paslanmaz Tüp
(1) Standart: ASTM/ASME A789/SA789, A790/SA790, EN10216-5;ve saire
(2) Derece: S31803, vb(3) OD aralığı:6-610 Mm,WT serisi: 1-30 Mm
(4) Uzunluk: bükülmeyen uzunluk veya sabit uzunluk, 1-12 Metre
(5) Işaretleme: malzeme sınıfı, standart, şartname, ısı No.
(6) Paket: örgü şeridi demeti, ahşap kutu veya çelik kutu
(7) Değirmen test sertifikası: EN'ye göre 10204 3.1
(8 Uygulama: rafineri endüstrilerinde ısı eşanjörleri; petrokimya tesisleri; kağıt/selüloz endüstrileri; şeker/içecek endüstrisi
-

 Devamını OkuHızlı Görünüm
Devamını OkuHızlı GörünümMikro delik Paslanmaz Borular
Yakıt Enjeksiyon Tüpleri, otomobiller için her türlü dizel motorda çok sayıda kullanılmaktadır., Gemi, inşaat ekipmanları, ve tarım makineleri. Kelepçeli veya kelepçesiz çok çeşitli yakıt enjeksiyon boruları sunuyoruz, otomotiv endüstrisinde yaygın olarak kullanılan. Bunlar yüksek kaliteli malzemeler kullanılarak imal edilir, en üst düzeyde dayanıklılık sağlayan. Üstün kaliteli hammaddeden üretilen bu Yakıt Enjeksiyon Tüpleri, kalite parametrelerine göre kesinlikle kontrol edilir., boyut ve temizlik.
Herhangi bir sorunuz varsa,lütfen iletişime geçin sales@grandsteeltube.com
-

 Devamını OkuHızlı Görünüm
Devamını OkuHızlı GörünümElektro Cilalı Paslanmaz Çelik Boru
Elektro Cilalı, paslanmaz çelik borunun dış tabakasını çıkarmak için elektrokimyasal bir çözelti kullanan bir "ters kaplama" işlemidir. Düzgün bir paslanmaz çelik boru tabakasını sıyırarak, Elektro-parlatma işlemi ayrıca gömülü kirleticileri de giderir, Isı tonu ve oksit ölçeği, Mikro çatlaklar, Çapak, Çukur, ve bir parçanın performansını ve dayanıklılığını tehlikeye atabilecek diğer yüzey kusurları
Elektropolisajlı Paslanmaz Çelik Boru özellikle 300 ve 400 Bir parçanın korozyon direncini artıran ve kalıcı parlak bir yüzey bırakan seri paslanmaz çelik. Pasivasyondan farklı olarak, elektro-parlatma, her türlü parçasına tek başına pasivasyondan daha üstün korozyon direnci sağlayan tüm paslanmaz çelik çeşitleri üzerinde gerçekleştirilebilir - elektro-parlatılmış parçalar 30 pasifleştirilmiş olanlardan kat kat daha fazla korozyona dayanıklı. Düzgün bir yüzey metal tabakasının çözülmesi işlemi daha etkili ve agresiftir, çünkü son derece kontrollüdür ve çok az çıkarmak için kullanılabilir. .02» yüzey malzemesinin.
-

 Devamını OkuHızlı Görünüm
Devamını OkuHızlı GörünümKüçük Dikdörtgen Paslanmaz Tüp