


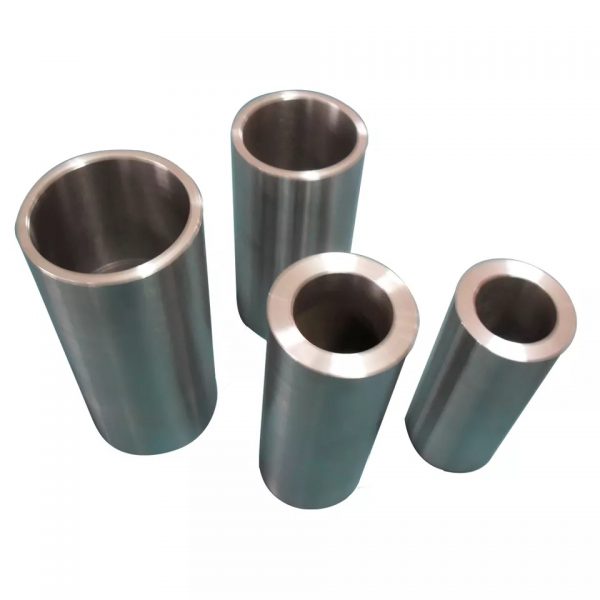







100Cr6 Bearing Steel Tube
Bearing steel pipe refers to hot rolled or cold rolled (cold drawn) seamless steel pipe used for manufacturing ordinary rolling bearing rings. The outer diameter of the steel pipe is 25-180mm, and the wall thickness is 3.5-20mm, which can be divided into two types: ordinary precision and higher precision. Bearing steel is used to make balls, rollers and bearing rings. Bearing works under great pressure and friction, so bearing steel is required to have high and uniform hardness, wear resistance and high elastic limit.
The requirements for the uniformity of chemical composition, the content and distribution of non-metallic inclusions, and the distribution of carbides of bearing steel are very strict. It is one of the most stringent steel grades in all steel production.
If any questions, please contact sales@grandsteeltube.com
Related Products
-

 Read MoreQuick View
Read MoreQuick ViewAir Cylinder’s Steel Tube
Synopsis of Process Routing: quality carbon steel → cold rolling→ bright heat treatment without oxidization (NBK status) → nondestructive testing. In the wall honing and inside flushing under the high pressure→. Antirust oiling outside surface→ plastic capping on both ends.
Main Features: high accuracy, excellent brightness, no oxidization on the outer and inner walls after heat treatment, high cleanness inside wall. The steel tube is able to stand high pressure. No deformation after cold bending, no crack after flaring and flattening . The complicated geometrical forming and machining can be realized. Color of tube: gray with white.
Main Application: to be used in hydraulic system, automobile and in the occasion where the high precision, brightness, cleanness and mechanical properties of the tube are required.If any questions,please contact sales@grandsteeltube.com
-

 Read MoreQuick View
Read MoreQuick ViewTitanium U Bend tube
Titanium U Bend tube is carried out by cold working method and is being done to the necessary bend radius as per client drawings. U-bend tube/pipe can be manufactured from an extensive range of pipe materials that contain high and low yield stainless steels, alloy steels, carbon steels,Monel , Inconel, hastelloy,duplex , super duplex,titanium,copper alloy and Cr-Ni alloys. Usually U-bends manufactured from seamless tube, can further be customized in terms of thicknesses and sizes as per the specific requirements of our clients. They are easy for further assemble tube bundles.
-

 Read MoreQuick View
Read MoreQuick ViewSeamless Steel Tube A179
Seamless cold-drawn low-carbon steel hear-exchanger tubes and condenser tubes.
● Application: for boilers, super heaters, heat-exchangers, condensers.
● Size range: O.D.: 12.7-114.3mm W.T.: 1.65-10mm L.: 18000mm maxIf any questions,please contact sales@grandsteeltube.com
-
 Read MoreQuick View
Read MoreQuick ViewSeamless Steel Tube A213
Seamless ferrites and austenitic alloy-steel boiler, super heater, and heat-exchangers tubes.
● Application: for boilers, super heaters, heat-exchangers.
● Size range: O.D.:12.7-114.3 mm W.T.: 1.65-10mm L.: 18000mm max.If any questions,please contact sales@grandsteeltube.com
-
 Read MoreQuick View
Read MoreQuick ViewWhite galvanized steel tubes
When producing galvanized steel tubes, we utilize advanced technical processing and use a chemical liquid imported from Germany. Both the inner and outer surfaces of the high precision steel tubes can be galvanized, giving them a high homogeneity and an excellent rust resistant performance.
Zinc wall thickness 8-12um, and customized as per customer requirements. Salt spray test: common requirements- 80-120 hours, high requirements- 120-300 hours Cr+6 free, environmental typeProcess Description
Using a high precision, fine drawn bright seamless steel tube as the steel pipe for galvanizing, the outer wall of the steel pipe is cold-galvanized, and both ends are covered for dust protection.
If any questions,please contact sales@grandsteeltube.com
-

 Read MoreQuick View
Read MoreQuick ViewOil Cylinder Steel Tubes
Applications of Hydraulic honed tubing
Honed tubing and SRB tubes (skived and roller burnished tubes) are mostly used as cylinder tube, such as hydraulic cylinder tube and pneumatic cylinder tubing, which are widely used for manufacturing and repairing hydraulic cylinders and pneumatic cylinders. As honed tube has very accuracy dimension tolerance and good surface smoothness, so this product is also used in applications where precision dimension or high smooth surface is need.
If any questions,please contact sales@grandsteeltube.com
-
 Read MoreQuick View
Read MoreQuick ViewOlive Green Galvanized Steel Tube
1. We use high quality raw materials for the olive green galvanized steel tube. All raw materials are supplied from internationally known steel makers.
2. Each batch of raw material is checked for both chemical and mechanical properties, according to specifications.
3. During the cold drawing process, our inspectors check every bundle three times: once at the beginning of the process, once during the middle, and finally, at the end of the cold drawing process.
4. During the final heat treatment, every bundle has the surface checked, as well as mechanical properties through samplings.
5. Non-destructive testing and manual inspection for each tube ensure the 100% quality rate before galvanizationIf any questions,please contact sales@grandsteeltube.com
-

 Read MoreQuick View
Read MoreQuick ViewYellow Galvanized Steel Tube
1. We use high quality raw materials. All raw materials are supplied from internationally known steel makers.
2. Each batch of raw material is checked for both chemical and mechanical properties, according to specifications.
3. During the cold drawing process, our inspectors check every bundle three times: once at the beginning of the process, once during the middle, and finally, at the end of the cold drawing process.
4. During the final heat treatment, every bundle has the surface checked, as well as mechanical properties through samplings.
5. Non-destructive testing and manual inspection for each tube ensure the 100% quality rate before galvanizationIf any questions,please contact sales@grandsteeltube.com
-

 Read MoreQuick View
Read MoreQuick ViewLow Alloy U Bend Tube
U bending tube is carried out by cold working method and is being done to the necessary bend radius as per client drawings. U-bend tube/pipe can be manufactured from an extensive range of pipe materials that contain high and low yield stainless steels, alloy steels, carbon steels,Monel , Inconel, hastelloy,duplex , super duplex,titanium,copper alloy and Cr-Ni alloys. Usually U-bends manufactured from seamless tube, can further be customized in terms of thicknesses and sizes as per the specific requirements of our clients. They are easy for further assemble tube bundles.
Grand provides U bend Tubes pipe in diverse industries for a range of applications such as in Boiler, Condensers, Super Heaters,tube bundles for Heat Exchangers, Coolers/Inter-coolers, Chiller, and so on. These are as well being used in dissimilar industries such as in Fertilizer Plants, Sugar Industry, Steel Plants,Oil & Gas plants, Chemical & Petrochemical plants, Refineries, Power plants, Renewable energy plants etc.
-

 Read MoreQuick View
Read MoreQuick ViewCopper Alloy U Bend Tube
Copper and Cu alloy U bending tube is carried out by cold working method and is being done to the necessary bend radius as per client drawings. U-bend tube/pipe can be manufactured from an extensive range of pipe materials that contain high and low yield stainless steels, alloy steels, carbon steels,Monel , Inconel, hastelloy,duplex , super duplex,titanium,copper alloy and Cr-Ni alloys. Usually U-bends manufactured from seamless tube, can further be customized in terms of thicknesses and sizes as per the specific requirements of our clients. They are easy for further assemble tube bundles.
Grand provides U bend Tubes pipe in diverse industries for a range of applications such as in Boiler, Condensers, Evaporators,tube bundles for Heat Exchangers, Coolers/Inter-coolers, Chiller, and so on. These are as well being used in dissimilar industries such as in Fertilizer Plants, Sugar Industry, Steel Plants,Oil & Gas plants, Chemical & Petrochemical plants, Refineries, Power plants, Renewable energy plants etc.