









100Cr6ベアリングスチールチューブ
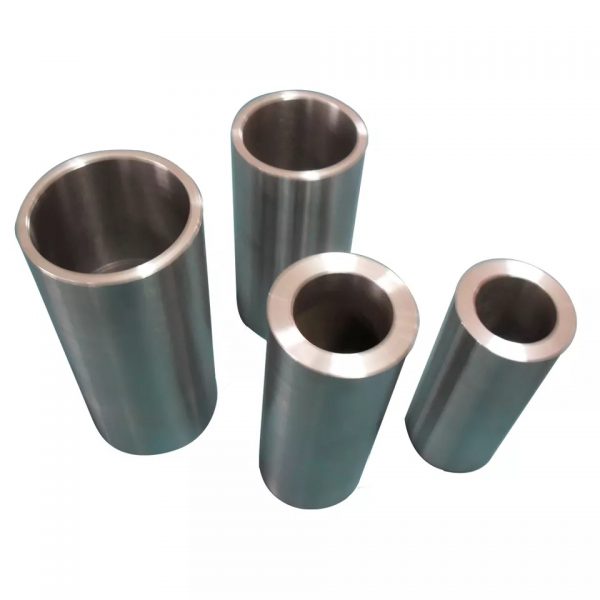
軸受鋼管 熱間圧延または冷間圧延を指します (冷間引抜) シームレス鋼管 通常の転がり軸受リングの製造に使用. 鋼管の外径は25-180mmです, そして壁の厚さは3.5-20mmです, これは2つのタイプに分けることができます: 通常の精度とより高い精度. ベアリング鋼はボールを作るために使用されます, ローラーとベアリングリング. ベアリングは大きな圧力と摩擦の下で機能します, したがって、軸受鋼は高く均一な硬度が必要です, 耐摩耗性と高い弾性限界.
化学組成の均一性に対する要件, 非金属介在物の含有量と分布, 軸受鋼の炭化物の分布は非常に厳格です. これは、すべての鉄鋼生産で最も厳しい鋼種の1つです.
ご不明な点がございましたら, お問い合わせください sales@grandsteeltube.com
- 形容
- 照会
1. Relevant Steel Specification of 100Cr6 Bearing Steel
| Country | USA | German | Japan | British |
| 標準 | ASTM A295 | 騒音 17230 | JIS G4805 | BS 970 |
| Grades | 52100 | 100Cr6/1.3505 | SUJ2 | 535A99/EN31 |
2. Chemical Composition of 100Cr6 Bearing Steel and Equivalents
| 標準 | 等級 | C | ミネソタ | P | S | Si | ニ | クロム | 銅 | モー |
| ASTM A295 | 52100 | 0.93-1.05 | 0.25-0.45 | 0.025 | 0.015 | 0.15-0.35 | 0.25 | 1.35-1.60 | 0.30 | 0.10 |
| 騒音 17230 | 100Cr6/1.3505 | 0.90-1.05 | 0.25-0.45 | 0.030 | 0.025 | 0.15-0.35 | 0.30 | 1.35-1.65 | 0.30 | – |
| JIS G4805 | SUJ2 | 0.95-1.10 | 0.50 | 0.025 | 0.025 | 0.15-0.35 | – | 1.30-1.60 | – | – |
| BS 970 | 535A99/EN31 | 0.95-1.10 | 0.40-0.70 | – | – | 0.10-0.35 | – | 1.20-1.60 | – | – |
3. Mechanical プロパティ of DIN 100Cr6 Bearing Steel
| プロパティ | Metric | Imperial |
| Bulk modulus (typical for steel) | 140 GPa | 20300 KSIの |
| Shear modulus (typical for steel) | 80 GPa | 11600 KSIの |
| Elastic modulus | 190-210 GPa | 27557-30458 KSIの |
| Poisson’s ratio | 0.27-0.30 | 0.27-0.30 |
| 硬度, Brinell | – | – |
| 硬度, Knoop (converted from Rockwell C hardness) | 875 | 875 |
| 硬度, Rockwell C (quenched in oil from 150°C tempered) | 62 | 62 |
| 硬度, Rockwell C (quenched in water from 150°C tempered) | 64 | 64 |
| 硬度, Rockwell C (quenched in oil) | 64 | 64 |
| 硬度, Rockwell C (quenched in water) | 66 | 66 |
| 硬度, Vickers (converted from Rockwell C hardness) | 848 | 848 |
| Machinability (spheroidized annealed and cold drawn. Based on 100 machinability for AISI 1212 鋼鉄) | 40 | 40 |
- 100Cr6 Steel Physical Properties
| プロパティ | Metric | Imperial |
| 密度 | 7.81 グラム/センチメートル3 | 0.282 lb/in³ |
| 融点 | 1424°C | 2595°F |
- DIN 100Cr6 Alloy Steel Thermal Properties
| プロパティ | Metric | Imperial |
| Thermal expansion co-efficient (@ 23-280°C/73.4- 36°F, 焼なまし) | 11.9 µm/m°C | 6.61 µin/in°F |
| Thermal conductivity (typical steel) | 46.6 W/mK | 323 BTU in/hr.ft².°F |
4. Forging of DIN 100Cr6 Bearing Steel
DIN 100Cr6 alloy steel is forged at 927 to 1205°C, and should not be forged below 925ºC. A post-forge equalization treatment is recommended at 745ºC for 4-6 hours followed by air cooling for SAE/AISI 52100 鋼鉄.
5. Heat 処遇 for DIN 100Cr6 Bearing Steel
DIN 100Cr6 alloy bearing steel is heated at 816°C followed by quenching in oil. Before performing this process, it is subjected to normalizing heat treatment at 872°C followed by slowly cooling in order to reduce the machining stress.
Hot Working
DIN 100Cr6 bearing steels alloy can be hot worked at 205 to 538°C.
Cold Working
DIN 100Cr6 bearing steel can be cold worked using conventional techniques in the annealed or normalized conditions.
アニーリング
For spheroidize anneale, the following isothermal anneal is recommended:
- 1500ºF (815ºC) for 3 時間
- 1350ºF (735ºC) for 4 時間
- 1250ºF (675ºC) for 3 時間
- Slow cool to 1000ºF (540ºC) then air cool.
Quenching
DIN 100Cr6 alloy bearing steel could be hardened by quenching in water from 801-829 degree or quench in oil from 816-842 度.
Tempering
Temper to desired hardness as indicated by tempering curves after water or oil quench.
The special steel grades for bearing steel pipe production include the following (G marked with “rolling”): chromium bearing steel such as GCr6, GCr9 (SiMn), GCrl5 (SiMn); Chromium free bearing steels such as GSiMnV (Re), GSiMnMoV (Re), GMnMoV (Re); Carburized bearing steel such as G20CrMo, G20Cr2Mn2Mo; High carbon chromium stainless bearing steel such as 9Cr18 (モー), 等.
The smelting quality of bearing steel is required to be very high. It is necessary to strictly control the content of sulfur, phosphorus, hydrogen, 等。, as well as the quantity, size and distribution of non-metallic inclusions and carbides. Because the quantity, size and distribution of non-metallic inclusions and carbides have a great impact on the service life of bearing steel, bearing failure is often caused by the propagation of microcracks around large inclusions or carbides.
The content of inclusions is closely related to the oxygen content in steel. The higher the oxygen content, the more inclusions and the shorter the service life. The larger the particle size and uneven distribution of inclusions and carbides are, the shorter their service life will be. Their size and distribution are closely related to the smelting process used and the smelting quality. The main processes for producing bearing steel are continuous casting and electric furnace smelting+electroslag remelting process smelting. A small number of processes such as vacuum induction+vacuum self consumption double vacuum or+multiple vacuum self consumption are used to improve the quality of bearing steel.
ご不明な点がございましたら, お気軽にお問い合わせください sales@tubesolutions.com.cn
関連製品
-
 続きを読みますクイックビュー
続きを読みますクイックビューシームレス油圧鋼管
プロセスルーティングの概要: 高品質の炭素鋼→冷間引抜→酸化なしの明るい熱処理 (NBKステータス) →非破壊検査. 壁のホーニングと高圧下での内部フラッシング→. 外面の防錆油→両端にプラスチックキャッピング.
主な特徴: 高精度, 優れた明るさ, 熱処理後の外壁・内壁の酸化なし, 高い清浄度 内壁. 鋼管は高圧に耐えることができます. 冷間曲げ後の変形なし, フレアおよび平坦化後の亀裂なし . 複雑な幾何学的成形と機械加工を実現できます. チューブの色: 白とグレー.
主な用途: 油圧システムで使用する, 自動車や高精度な場面で, 明るさ, チューブの清浄度と機械的特性が必要です.ご不明な点がございましたら,お問い合わせください sales@grandsteeltube.com
-
 続きを読みますクイックビュー
続きを読みますクイックビューAPI5L / A106Bシームレス鋼管
-

 続きを読みますクイックビュー
続きを読みますクイックビュー銅合金Uベンドチューブ
銅と銅合金のU曲げチューブは、冷間加工法で行われ、クライアントの図面に従って必要な曲げ半径に行われます. Uベンドチューブ/パイプは、高降伏および低降伏のステンレス鋼を含む幅広いパイプ材料から製造できます, 合金鋼, 炭素鋼,モネル , インコネル, ハステロイ,二連式 , スーパーデュプレックス,チタン,銅合金およびCr-Ni合金. 通常、シームレスチューブから製造されたUベンド, さらに、お客様の特定の要件に応じて、厚さとサイズに関してカスタマイズできます. チューブバンドルをさらに組み立てるのは簡単です.
グランドは、ボイラーなどのさまざまな用途にさまざまな産業でUベンドチューブパイプを提供しています, コンデンサー, 蒸発 器,熱交換器用チューブバンドル, クーラー/インタークーラー, 冷凍 機, などなど. これらは、肥料工場などの異種産業でも使用されています, 製糖業, 製鉄所,油 & ガスプラント, ケミカル & 石油化学プラント, 製油 所, 発電所, 再生可能エネルギー発電所など.
-

 続きを読みますクイックビュー
続きを読みますクイックビューオイルシリンダー鋼管
のアプリケーション 油圧ホーニングチューブ
研ぎ澄まされたチューブとSRBチューブ (スカイブおよびローラーバニッシュチューブ) 主にシリンダーチューブとして使用されます, 油圧シリンダーチューブや空気圧シリンダーチューブなど, 油圧シリンダーおよび空気圧シリンダーの製造と修理に広く使用されています. 研ぎ澄まされた管として非常に正確な寸法公差と良好な表面平滑性を有するように, したがって、この製品は、精密寸法または高い滑らかな表面が必要なアプリケーションでも使用されます.
ご不明な点がございましたら,お問い合わせください sales@grandsteeltube.com
-
 続きを読みますクイックビュー
続きを読みますクイックビューシームレス鋼管A213
シームレスフェライトとオーステナイト合金鋼ボイラー, 過熱器, および熱交換器チューブ.
●アプリケーション: ボイラー用, 過熱器, 熱交換器.
●サイズ範囲: O.D.さん:12.7-114.3 mm W.T.さん: 1.65-10mmのL。: 18000mm最大.ご不明な点がございましたら,お問い合わせください sales@grandsteeltube.com
-

 続きを読みますクイックビュー
続きを読みますクイックビューA355シームレス合金鋼管
A335パイプには、クロムとモリブデンが高レベルで含まれています. モリブデンは全体的な強度を高めますが、, 抵抗, 弾性, 焼入れ性と全体的な品質, Molyは、材料が軟化に対してより耐性があることを保証します, 穀物の成長を抑制し、脆化の可能性を減らします. これは、高温耐性の増加の原因となる単一の添加剤であり、鋼に対する耐食性も向上させます.
-

 続きを読みますクイックビュー
続きを読みますクイックビューA210シームレスボイラー鋼管
継ぎ目が無い中炭素鋼のボイラーおよび過熱器の管.
●アプリケーション: ボイラー用, 過熱器, ボイラーの蒸気ライン管
●サイズ範囲: O.D.さん: 12.7-114.3mm W.T.さん: 1.65-10mmのL。: 18000mm最大ご不明な点がございましたら,お問い合わせください:sales@grandsteeltube.com
-

 続きを読みますクイックビュー
続きを読みますクイックビュー低合金Uベンドチューブ
U曲げチューブは冷間加工法で行われ、クライアントの図面に従って必要な曲げ半径に行われます. Uベンドチューブ/パイプは、高降伏および低降伏のステンレス鋼を含む幅広いパイプ材料から製造できます, 合金鋼, 炭素鋼,モネル , インコネル, ハステロイ,二連式 , スーパーデュプレックス,チタン,銅合金およびCr-Ni合金. 通常、シームレスチューブから製造されたUベンド, さらに、お客様の特定の要件に応じて、厚さとサイズに関してカスタマイズできます. チューブバンドルをさらに組み立てるのは簡単です.
グランドは、ボイラーなどのさまざまな用途にさまざまな産業でUベンドチューブパイプを提供しています, コンデンサー, スーパーヒーター,熱交換器用チューブバンドル, クーラー/インタークーラー, 冷凍 機, などなど. これらは、肥料工場などの異種産業でも使用されています, 製糖業, 製鉄所,油 & ガスプラント, ケミカル & 石油化学プラント, 製油 所, 発電所, 再生可能エネルギー発電所など.
-
 続きを読みますクイックビュー
続きを読みますクイックビュー白い亜鉛メッキ鋼管
亜鉛メッキ鋼管を製造する場合, 高度な技術処理を利用し、ドイツから輸入した化学液体を使用しています. 高精度鋼管の内面と外面の両方を亜鉛メッキすることができます, それらに高い均質性と優れた防錆性能を与えます.
亜鉛壁の厚さ8-12um, 顧客の要求によってカスタマイズされる. 塩水噴霧試験: 一般的な要件- 80-120 時間, 高い要件- 120-300 営業時間Cr + 6無料, 環境タイププロセスの説明
高精度の使用, 亜鉛メッキ用の鋼管としての細かい描画された明るいシームレス鋼管, 鋼管の外壁は冷間亜鉛メッキされています, 両端は防塵のために覆われています.
ご不明な点がございましたら,お問い合わせください sales@grandsteeltube.com
-

 続きを読みますクイックビュー
続きを読みますクイックビューチタンUベンドチューブ
チタンUベンドチューブは冷間加工法で行われ、クライアントの図面に従って必要な曲げ半径まで行われています. Uベンドチューブ/パイプは、高降伏および低降伏のステンレス鋼を含む幅広いパイプ材料から製造できます, 合金鋼, 炭素鋼,モネル , インコネル, ハステロイ,二連式 , スーパーデュプレックス,チタン,銅合金およびCr-Ni合金. 通常、シームレスチューブから製造されたUベンド, さらに、お客様の特定の要件に応じて、厚さとサイズに関してカスタマイズできます. チューブバンドルをさらに組み立てるのは簡単です.