








أنبوب غير قابل للصدأ عالي الدقة
تبدأ عملية تصنيع الأنبوب الملحوم لدينا بشريط معدني مدلفن على البارد, لفة شكلت في شكل أنبوبي والتماس ملحومة دون استخدام أي مادة حشو. ثم يتم تقليل حجم الأنبوب الملحوم عدة مرات من خلال تقنيات العمل الباردة المختلفة حتى الوصول إلى الحجم الدقيق, التحمل, وتهدئة عملائنا تتطلب.
بعد كل دورة عمل باردة يتم قطع الأنابيب, تنظيفها ومعالجتها حراريا استعدادا لخطوة العمل الباردة التالية. قبل الوصول إلى الحجم النهائي, ستخضع منتجاتنا الملحومة لدورتي سحب على الأقل مما يقلل من مساحة المقطع العرضي على الأقل 40% بعد اللحام.
تستخدم عملية التصنيع لدينا مجموعة من الخطوات ذات القيمة المضافة لإنتاج أنابيب عالية الجودة تلبي المواصفات الدقيقة التي يوفرها عملاؤنا. يمكن إنشاء الأنابيب في مجموعة متنوعة من الأحجام والأشكال المختلفة من مجموعة واسعة من السبائك. يمكن العثور على وصف موجز للعمليات التي نستخدمها أثناء الإنتاج أدناه.
إذا كان هناك أي أسئلة,يرجى الاتصال sales@grandsteeltube.com
- وصف
- Baosheng's Advantage
- المواصفات
- استخبار
تشكيل & لحام
شريط دقيق مدلفن على البارد, شق إلى سمك وعرض محددين, يتم تغذيته من خلال سلسلة من حوامل اللف المحددة. هذه تشكل الشريط تدريجيا في شكل أنبوبي. ثم يتم تغذية الشريط المشكل من خلال صندوق اللحام, حيث تقوم شعلة واحدة بدمج الحواف معا باستخدام غاز التنغستن الخامل (تيج) عملية اللحام. Fine control over welding parameters – torch settings, تدفق الغاز, سرعة المواد, الخ – enables us to weld a wide range of specialty alloys while ensuring high integrity of the weld zone. بعد اللحام, ثم يتم قطع أغلفة الأنبوب الملحومة إلى أطوال وأوزان محددة وفقا لمتطلبات الأنبوب النهائية.
Pilgering
Sometimes used to process as-welded tubes, pilgering reduces the size of the tube across three dimensions – outside diameter (التطوير التنظيمي), internal diameter (ID) and wall thickness. We roll a die set with a tapered groove across the outside of the tube while supporting the inside diameter using a taper-matched, hardened steel mandrel. In a single cold working step, we can achieve a significant reduction in cross-sectional area while minimizing material loss and, most importantly, improving the material’s microstructure.
Tube Rolling
Like pilgering, tube rolling also uses compression to reduce the size of welded tubes. لكن, while pilgering uses a pair of grooved, tapered dies to work the metal over a tapered mandrel, tube rolling utilizes one or two sets of rolls with constant cross-section grooves on the circumference of the tube. Generally, the process employs a cylindrical mandrel with little or no taper. The rolls are driven by rack and pinion gears of different radii along profiled cams, completing multiple 360º rotations around the tube.
Tube rolling is a very precise method of reducing very thin walled and/or smaller diameter tubes, and is often used as the final cold working step. By rolling, we’re able to achieve exceptional control over dimensional tolerances and surface finish while also minimizing material loss and improving the metal’s microstructure. Because it uses compression, tube rolling is well suited to processing unique metals like titanium and zirconium alloys.
Our tube rolling capabilities include both classic 3-roll (single roll set) tube rollers and an advanced 5-roll (2 roll sets) approach that Baosheng Tube developed and patented.
Cold Drawing
Typically used for the initial cold work following welding, cold drawing reduces the diameter by pulling the tube through a die that is smaller than the tube. In order to fit the tube into the die, one end is ‘swaged’ or ‘tagged’ thereby reducing the diameter of the leading end before drawing. Next, the narrowed end is passed through the die and clamped to a drawing trolley which pulls the tube through the die. After drawing the ‘tag’ is cropped from the tube end prior to cleaning.
Baosheng Tube employs three types of cold drawing techniques:
Sink Drawing
This is the simplest of the three drawing methods, as there is no tooling to support the ID surface. The tube is drawn through a die made of polished tool steel or industrial diamond, thereby reducing its inside and outside diameters. Our specialized lubrication and application techniques, combined with our proprietary die profiles, enable the OD surface to become smoother as the tube is drawn. Since the inside diameter is not constrained, the wall thickness of the tube will normally increase during drawing, and the ID surface finish will normally become rougher during a sink draw.
Rod Drawing
Rod drawing is our most commonly used cold draw method, primarily for intermediate or in-process drawing stages, where both the outside diameter and wall thickness are reduced at the same time. The tube is loaded over a hardened steel mandrel rod and both are then drawn through a die. This squeezes the tube onto the rod, reducing the outside diameter and thinning the wall simultaneously. The die and mandrel determine the size of the drawn tube, which is then slightly expanded by applying pressure to the outside of the tube so that the rod can be removed. Since larger reductions in cross-sectional area can be achieved by rod drawing, this method is used for mid-process stages to reduce tube sizes prior to the final drawing cycle.
Plug Drawing
This type of drawing is used to achieve the best possible surface finish and the greatest control over both dimensions and final temper. The outside diameter and wall thickness of the tube are both reduced during plug drawing, as the tube travels through a die and over a stationary plug/mandrel made of high grade tool steel. The plug or mandrel has a polished surface and is attached to a fixed back rod, which is carefully positioned within the drawing die. The tube is loaded over the mandrel/back rod. As the tube passes through the die, the burnishing action of the metal flowing over the stationary plug imparts a high tolerance surface finish inside the tube.
When properly lubricated and prepared, the ID will show very few flaws and finishes of 16 RMS or better can be achieved. Plug drawing is normally chosen for the final draw stage because it achieves a high quality surface finish, exceptional dimensional control, and positive influence on tensile strength requirements.
Shaping
Our weld-drawn tubes can be produced in almost any profile. For further details please contact our product teams.
Degreasing-cleaning
As part of our efforts to develop and implement more environmentally friendly processes, Superior Tube eliminated the use of TriChlorethylene (TCE) as a degreasing agent in 2008, replacing it with an equally effective but safer solvent called n-Propyl Bromide (nPB). Due to increasing concerns and the risks associated with the use of TCE, we invested significant effort in searching for a safer solvent that would not compromise the exceptional product quality upon which we have built our reputation.
While our switch to nPB has been very positive for our business, we recognize that our responsibility to protect the environment is an on-going effort, and we are continuing our development efforts to further improve the safety and reduce the environmental impact of our tube cleaning processes.
الصلب
يستخدم التلدين لتليين المعدن قبل مزيد من عمليات العمل أو التصنيع الباردة, ويحسن البنية المجهرية المعدنية الشاملة للأنبوب. أثناء تقليل الأنبوب أو السحب البارد, يمكن أن تصبح صلبة وهشة إلى حد ما. لتكون قادرة على رسم الأنبوب مرة أخرى, يجب إزالة الضغوط المتكونة أثناء العمل البارد لإعادة المادة إلى حالتها الطبيعية.
أثناء التلدين ، يتم تسخين الأنبوب إلى درجة حرارة يتم التحكم فيها (up to 2100°F) ونقع الوقت. من خلال هذه العملية يبقى الأنبوب في الشكل, لكن الحبوب في هيكل الأنبوب تتحول إلى نمط منتظم غير مضغوط. الأنبوب الملدن الناتج أكثر ليونة ومناسبا لإعادة الرسم.
تتم مراجعة عمليات التلدين والمعالجة الحرارية التي يتم التحكم فيها عن كثب بانتظام بواسطة نظامنا النووي, طبي, وعملاء الطيران.
استقامه
يؤدي الرسم والتلدين بشكل عام إلى درجة معينة من الانحناء, إنتاج انحناء طفيف في الأنبوب. At Superior Tube we use multiple roll mechanical straighteners in the first stage of finishing. يطبق جهاز تمليس الشعر الضغط والثني على المنتج لإزالة الانحناءات أو الأقواس, resulting in a straightness level of 0.010” per foot, أو أفضل. يمكن أن يؤدي الاستقامة إلى إدخال تغييرات طفيفة على الحجم والخصائص الميكانيكية للأنبوب, لذلك يتم التحكم في هذه الجوانب بعناية فائقة أثناء العملية.
OD تلميع / طحن
عند تحديدها من قبل عملائنا, يمكننا تلميع أو طحن القطر الخارجي لأنابيبهم باستخدام آلات طحن حزام الرأس المتعددة. يتم التلميع لتحسين المظهر التجميلي للسطح, توفير مشرق, الانتهاء من سطح موحد. يستخدم طحن الحزام لإزالة كمية صغيرة من المعدن من OD من أجل القضاء على العيوب والعيوب الطفيفة, التي قد تنجم عن العمل البارد. يقلل كل من التلميع والطحن من القطر الخارجي النهائي وأبعاد الجدار, لذلك يتم استخدام أدوات تحكم دقيقة لضمان حجم موحد مع تشطيب سطح عالي الجودة للغاية.
معرف الحصى التفجير
يستخدم التفجير الحصى لتكييف سطح الهوية, على غرار طريقة طحن ظروف سطح OD. يتم دفع وسيط جلخ عبر الأنبوب باستخدام الهواء المضغوط, مما يؤدي إلى تشطيب سطح موحد خال من عيوب العمل الباردة الطفيفة. يمكن أن يؤدي تفجير الحصى إلى تغيير حجم المعرف وسمك الجدار, لذلك مرة أخرى نستخدم ضوابط دقيقة لضمان حجم موحد. يتم تحقيق تشطيب عالي الجودة للغاية. الاختبار والتفتيش غير المدمر
أنبوب باوشينغ يفحص جميع الكثير من الأنابيب قبل الشحن للتأكد من تلبية كل جانب من جوانب طلب العميل. تشمل قدرات التفتيش الداخلية لدينا ما يلي::
- سبيكة التحقق من الهوية (تحديد المواد الإيجابية, أو PMI)
- الفحص البصري
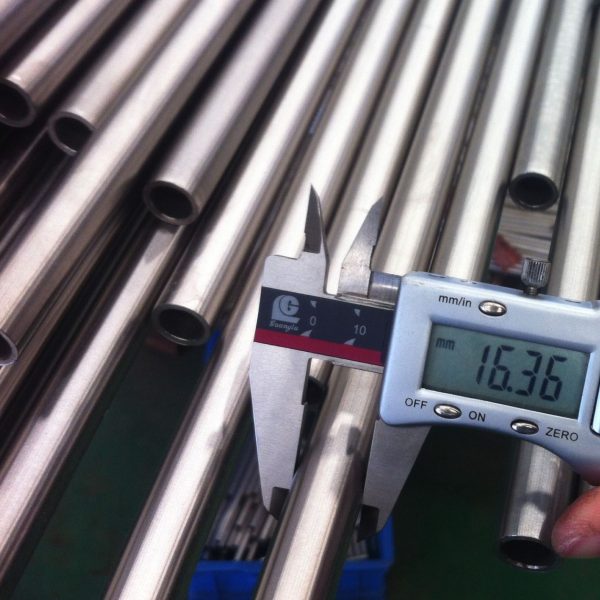
- فحص الأبعاد باستخدام تقنيات عدم الاتصال مثل ميكرومتر الليزر ومقاييس الهواء كلما أمكن ذلك
- اختبار خشونة السطح
- اختبار الغمر بالموجات فوق الصوتية للمعايير الصارمة
- تطويق لفائف اختبار الدوامة الحالية
- فحص اختراق الصبغة
- اختبار الضغط الهيدروستاتيكي
- اختبار ضغط الانفجار
- الاختبارات الميكانيكية والمعدنية المدمرة:– قوة العائد– قوة الشد القصوى– استطاله– اختبار صلابة روكويل وكنوب– تحليل المعادن لحجم الحبوب, هيكل, النظافة الدقيقة, والعيوب– اختبار التلاعب مثل الانحناء, التسويه, وإحراق
- نحن نعمل أيضا مع العديد من المختبرات المستقلة المؤهلة التي يمكنها إجراء اختبارات معدنية إضافية غير مدرجة أعلاه, إذا طلب ذلك من قبل عملائنا
تتضمن جميع الشحنات شهادة اختبار كاملة توضح جميع نتائج الاختبار المطلوبة والتحقق من الامتثال لمتطلبات الطلب.
الختم / وضع العلامات
سيتم تحديد جميع المنتجات وفقا لمتطلباتك. تتضمن الطوابع عادة معلومات مثل رقم اللوت الخاص بنا, رقم حرارة المواد الخام, ابعاد, المواد والمعلومات الأخرى ذات الصلة. بالنسبة للعديد من المنتجات ، يتم تمييز هذه المعلومات بالحبر القابل للإزالة على طول الأنبوب في المجموعة. لتلك المنتجات الصغيرة جدا أو الرقيقة جدا, يمكن تضمين المعلومات على علامات المواد أو ملصقات الصناديق.
التغليف
يمكن تغطية الأطوال المستقيمة للأنابيب الملحومة بشكل فردي بالورق أو البلاستيك و / أو تعبئتها في فواصل فريدة من الورق المقوى لضمان عدم حدوث أي ضرر أثناء النقل. يتم تعبئة الأنابيب الملفوفة المسحوبة أفقيا باستخدام فواصل من الورق أو الورق المقوى لمنع ملامسة الأنبوب إلى الأنبوب. جميع الأنابيب معبأة في صناديق خشبية مبطنة بورق الشمع, علب مقواة مطلية بالطين ثلاثي الجدران, أو صناديق من الورق المقوى القياسية. أغطية طرفية بلاستيكية تمنع المواد الغريبة من الدخول إلى الأنابيب متوفرة أيضا عند الطلب.
الشحن
عند الطلب, يمكننا ترتيب الشحن والتسليم إلى قفص الاتهام الخاص بك, أو شحن الأنابيب الخاصة بك إلى طرف ثالث و, إذا لزم الأمر, يمكن ترتيب الشحنات المعجلة. نقوم حاليا بالتصدير إلى أكثر من 30 البلدان في جميع أنحاء العالم واستخدام Incoterms® كإطار دولي للشحن.
إذا كنت بحاجة إلى مزيد من المعلومات,يرجى الاتصال sales@grandsteeltube.com
1. Production of high precision stainless steel tubes since 2005
2. العمل مع عملاء من أوروبا,غرب آسيا,أمريكا الشمالية,South America since 2009,etc
3. يمكن تسليم العينات في غضون 10 أيام بعد التأكيد
4. 50 أيام كفترة الإنتاج والتسليم بعد تأكيد الطلب.
5. 20,000 meters of high precision stainless steel tubes in stock.
6. 300 يمكن تقديم الأحجام من OD:6mmxWT:0.5مم إلى التطوير التنظيمي:131mmxWT:5المليمتر
7. التفتيش من طرف ثالث مثل:TUV,بي,اس جي اس,إلخ مقبولة
8. فريق محترف يساعد متطلبات الأنبوب الخاصة بك.
9. Other related tubes can be offered :أنابيب الفولاذ المقاوم للصدأ صلب مشرق,أنابيب الفولاذ المقاوم للصدأ الملحومة;الخ
إذا كان هناك أي أسئلة,أنت أكثر من موضع ترحيب للاتصال sales@grandsteeltube.com
ملخص توجيه العملية: quality cold rolled stainless steel strips →welding into tubes→ cold rolling→ bright heat treatment without oxidization (حالة الوطني) →cold drawn→cold rolling→ nondestructive testing. In the wall honing and inside flushing under the high pressure→ plastic capping on both ends.
الميزات الرئيسية: دقة عالية, سطوع ممتاز, لا أكسدة على الجدران الخارجية والداخلية بعد المعالجة الحرارية, نظافة عالية داخل الجدار. الأنبوب الفولاذي قادر على تحمل الضغط العالي. لا تشوه بعد الانحناء البارد, لا يوجد صدع بعد الاشتعال والتسطيح . يمكن تحقيق التشكيل الهندسي المعقد والتشغيل الآلي. لون الأنبوب: رمادي مع أبيض.
التطبيق الرئيسي: لاستخدامها في النظام الهيدروليكي, السيارات وفي المناسبة التي تكون فيها الدقة العالية, وضح, مطلوب النظافة والخواص الميكانيكية للأنبوب.
Main grades:
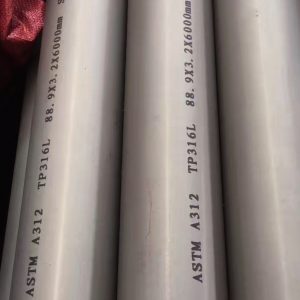
SUS304,SUS304L,SUS316,SUS316L,SUS316Ti,الخ
Delivery Status:
Annealed & Pickled+Polish,Bright Annealed+Polish,Hard condition+Polish
المواصفات:
6.00~219.00mm x 0.5~10.00mm
تشكيل & لحام
شريط دقيق مدلفن على البارد, شق إلى سمك وعرض محددين, يتم تغذيته من خلال سلسلة من حوامل اللف المحددة. هذه تشكل الشريط تدريجيا في شكل أنبوبي. ثم يتم تغذية الشريط المشكل من خلال صندوق اللحام, حيث تقوم شعلة واحدة بدمج الحواف معا باستخدام غاز التنغستن الخامل (تيج) عملية اللحام. تحكم دقيق في معلمات اللحام - إعدادات الشعلة, تدفق الغاز, سرعة المواد, إلخ - تمكننا من لحام مجموعة واسعة من السبائك المتخصصة مع ضمان سلامة عالية لمنطقة اللحام. بعد اللحام, ثم يتم قطع أغلفة الأنبوب الملحومة إلى أطوال وأوزان محددة وفقا لمتطلبات الأنبوب النهائية.
الصلب
يستخدم التلدين لتليين المعدن قبل مزيد من عمليات العمل أو التصنيع الباردة, ويحسن البنية المجهرية المعدنية الشاملة للأنبوب. أثناء تقليل الأنبوب أو السحب البارد, يمكن أن تصبح صلبة وهشة إلى حد ما. لتكون قادرة على رسم الأنبوب مرة أخرى, يجب إزالة الضغوط المتكونة أثناء العمل البارد لإعادة المادة إلى حالتها الطبيعية.
أثناء التلدين ، يتم تسخين الأنبوب إلى درجة حرارة يتم التحكم فيها (يصل إلى 1200 °C) ونقع الوقت. من خلال هذه العملية يبقى الأنبوب في الشكل, لكن الحبوب في هيكل الأنبوب تتحول إلى نمط منتظم غير مضغوط. الأنبوب الملدن الناتج أكثر ليونة ومناسبا لإعادة الرسم.
تتم مراجعة عمليات التلدين والمعالجة الحرارية التي يتم التحكم فيها عن كثب بانتظام بواسطة نظامنا النووي, طبي, وعملاء الطيران.
استقامه
يؤدي الرسم والتلدين بشكل عام إلى درجة معينة من الانحناء, إنتاج انحناء طفيف في الأنبوب. في Baosheng Tube ، نستخدم أدوات تمليس ميكانيكية متعددة في المرحلة الأولى من التشطيب. يطبق جهاز تمليس الشعر الضغط والثني على المنتج لإزالة الانحناءات أو الأقواس, مما أدى إلى مستوى استقامة 1.00 مم لكل متر, أو أفضل. يمكن أن يؤدي الاستقامة إلى إدخال تغييرات طفيفة على الحجم والخصائص الميكانيكية للأنبوب, لذلك يتم التحكم في هذه الجوانب بعناية فائقة أثناء العملية.
OD تلميع / طحن
عند تحديدها من قبل عملائنا, يمكننا تلميع أو طحن القطر الخارجي لأنابيبهم باستخدام آلات طحن حزام الرأس المتعددة. يتم التلميع لتحسين المظهر التجميلي للسطح, توفير مشرق, الانتهاء من سطح موحد. يستخدم طحن الحزام لإزالة كمية صغيرة من المعدن من OD من أجل القضاء على العيوب والعيوب الطفيفة, التي قد تنجم عن العمل البارد. يقلل كل من التلميع والطحن من القطر الخارجي النهائي وأبعاد الجدار, لذلك يتم استخدام أدوات تحكم دقيقة لضمان حجم موحد مع تشطيب سطح عالي الجودة للغاية.
معرف الحصى التفجير
يستخدم التفجير الحصى لتكييف سطح الهوية, على غرار طريقة طحن ظروف سطح OD. يتم دفع وسيط جلخ عبر الأنبوب باستخدام الهواء المضغوط, مما يؤدي إلى تشطيب سطح موحد خال من عيوب العمل الباردة الطفيفة. يمكن أن يؤدي تفجير الحصى إلى تغيير حجم المعرف وسمك الجدار, لذلك مرة أخرى نستخدم ضوابط دقيقة لضمان حجم موحد. يتم تحقيق تشطيب عالي الجودة للغاية. الاختبار والتفتيش غير المدمر
أنبوب باوشينغ يفحص جميع الكثير من الأنابيب قبل الشحن للتأكد من تلبية كل جانب من جوانب طلب العميل. تشمل قدرات التفتيش الداخلية لدينا ما يلي::
- سبيكة التحقق من الهوية (تحديد المواد الإيجابية, أو PMI)
- الفحص البصري
- فحص الأبعاد باستخدام تقنيات عدم الاتصال مثل ميكرومتر الليزر ومقاييس الهواء كلما أمكن ذلك
- اختبار خشونة السطح
- اختبار الغمر بالموجات فوق الصوتية للمعايير الصارمة
- تطويق لفائف اختبار الدوامة الحالية
- فحص اختراق الصبغة
- اختبار الضغط الهيدروستاتيكي
- اختبار ضغط الانفجار
- الاختبارات الميكانيكية والمعدنية المدمرة:– قوة العائد– قوة الشد القصوى– استطاله– اختبار صلابة روكويل وكنوب– تحليل المعادن لحجم الحبوب, هيكل, النظافة الدقيقة, والعيوب– اختبار التلاعب مثل الانحناء, التسويه, وإحراق
- نحن نعمل أيضا مع العديد من المختبرات المستقلة المؤهلة التي يمكنها إجراء اختبارات معدنية إضافية غير مدرجة أعلاه, إذا طلب ذلك من قبل عملائنا
تتضمن جميع الشحنات شهادة اختبار كاملة توضح جميع نتائج الاختبار المطلوبة والتحقق من الامتثال لمتطلبات الطلب.
الختم / وضع العلامات
سيتم تحديد جميع المنتجات وفقا لمتطلباتك. تتضمن الطوابع عادة معلومات مثل رقم اللوت الخاص بنا, رقم حرارة المواد الخام, ابعاد, المواد والمعلومات الأخرى ذات الصلة. بالنسبة للعديد من المنتجات ، يتم تمييز هذه المعلومات بالحبر القابل للإزالة على طول الأنبوب في المجموعة. لتلك المنتجات الصغيرة جدا أو الرقيقة جدا, يمكن تضمين المعلومات على علامات المواد أو ملصقات الصناديق.
التغليف
يمكن تغطية الأطوال المستقيمة للأنابيب الملحومة بشكل فردي بالورق أو البلاستيك و / أو تعبئتها في فواصل فريدة من الورق المقوى لضمان عدم حدوث أي ضرر أثناء النقل. يتم تعبئة الأنابيب الملفوفة المسحوبة أفقيا باستخدام فواصل من الورق أو الورق المقوى لمنع ملامسة الأنبوب إلى الأنبوب. جميع الأنابيب معبأة في صناديق خشبية مبطنة بورق الشمع, علب مقواة مطلية بالطين ثلاثي الجدران, أو صناديق من الورق المقوى القياسية. أغطية طرفية بلاستيكية تمنع المواد الغريبة من الدخول إلى الأنابيب متوفرة أيضا عند الطلب.
الشحن
عند الطلب, يمكننا ترتيب الشحن والتسليم إلى قفص الاتهام الخاص بك, أو شحن الأنابيب الخاصة بك إلى طرف ثالث و, إذا لزم الأمر, يمكن ترتيب الشحنات المعجلة. نقوم حاليا بالتصدير إلى أكثر من 30 البلدان في جميع أنحاء العالم واستخدام Incoterms® كإطار دولي للشحن.
إذا كان هناك أي أسئلة,أنت أكثر من موضع ترحيب للاتصال sales@grandsteeltube.com
منتجات ذات صله
-
 إقرأ المزيدعرض سريع
إقرأ المزيدعرض سريعإنكونيل 625 أنابيب خط التحكم الفولاذ المقاوم للصدأ
إنكونيل 625 عبارة عن سبيكة ذات قاعدة نيكل تستخدم لقوتها العالية ومقاومتها المتميزة للتآكل المائي. قوة سبيكة 625 هو في المقام الأول تأثير حل صلب من الموليبدينوم والكولومبيوم. سبائك 625 لديه قابلية لحام ممتازة وكثيرا ما يستخدم لحام سبائك AL-6XN®. تستخدم معادن الحشو المطابقة أيضا للانضمام إلى معادن مختلفة.
إذا كان هناك أي أسئلة,أنت أكثر من موضع ترحيب للاتصال sales@grandsteeltube.com
-
 إقرأ المزيدعرض سريع
إقرأ المزيدعرض سريعأنابيب ملفوفة غير قابلة للصدأ ملحومة
أنابيب الفولاذ المقاوم للصدأ في الملفات وعلى البكرات المستخدمة في خطوط التحكم, خطوط الحقن الكيميائي, السرة وكذلك الأنظمة الهيدروليكية والأجهزة.
تستخدم لمجموعة متنوعة من أنظمة الدوران للغازات والسوائل المختلفة, توفر أنابيب الملفات القدرة على تركيب الأنابيب طويلة الطول دون الحاجة إلى ربط التجهيزات. تنتج Baosheng أنابيب لفائف غير قابلة للصدأ غير ملحومة / ملحومة ويمكن أن توفرها بأطوال مطحنة طويلة أو مقطوعة إلى طول في أقسام قصيرة تصل إلى خمسين قدما. هذه المنتجات لها قابلية للتطبيق في الصناعة للبتروكيماويات, تتبع حرارة إنتاج النفط,
تستخدم أنابيب الملفات غير القابلة للصدأ الملحومة على نطاق واسع لمجموعة متنوعة من أنظمة الدوران للغازات والسوائل المختلفة, توفر أنابيب الملفات القدرة على تركيب الأنابيب طويلة الطول دون الحاجة إلى ربط التجهيزات. تقدم Baosheng أنابيب لفائف ملحومة وغير ملحومة ويمكن أن توفرها بأطوال مطحنة طويلة أو مقطوعة إلى طول في أقسام قصيرة تصل إلى خمسين قدما. هذه المنتجات لها قابلية للتطبيق في الصناعة للبتروكيماويات, تتبع حرارة إنتاج النفط, تطبيقات قياس الطاقة الحرارية الأرضية والتدفق.
-

 إقرأ المزيدعرض سريع
إقرأ المزيدعرض سريعLarge OD Seamless Stainless Pipe
(1) معيار: ASTM/ASME A789/SA789, A790/SA790
(2) درجة: 1.4301,1.4306,1.4401,1.4404, S31803، الخ
(3) نطاق OD:101.60mm-1066.00 mm,نطاق WT: 1.65mm-20.00mm
(4) طول: طول لا ينحني أو طول الإصلاح, 1-12 امتار
(5) وسم: درجة المواد, معيار, مواصفات, الحرارة لا.
(6) حزمة: حزمة شريط الحياكة, صندوق خشبي أو صندوق فولاذي
(7) شهادة اختبار مطحنة: وفقا ل EN 10204 3.1
(8) التطبيقات: المبادلات الحرارية في صناعات التكرير; مصانع البتروكيماويات; صناعات الورق / اللب; صناعات السكر / المشروبات
إذا كان هناك أي أسئلة,يرجى الاتصال sales@grandsteeltube.com
-

 إقرأ المزيدعرض سريع
إقرأ المزيدعرض سريعأنبوب الفولاذ المقاوم للصدأ الملحومة
الأنبوب الملحوم من الفولاذ المقاوم للصدأ مقاوم للصدأ وله مقاومة ممتازة لدرجات الحرارة العالية. إنه مناسب تماما للاستخدام في البيئات ذات الظروف القاسية. يوفر أداء فائقا في كل من التطبيقات الصناعية والمدنية, الخ. تقدم لك Grand Steel أنابيب ملحومة عالية الجودة من الفولاذ المقاوم للصدأ بمواد مختلفة مثل 304 أنابيب ملحومة من الفولاذ المقاوم للصدأ و 316 أنابيب ملحومة من الفولاذ المقاوم للصدأ. إذا كنت تبحث عن مثل هذه الأنابيب لمشروعك, يرجى الاتصال بنا للحصول على مزيد من التفاصيل.
البيئات الصعبة لمنتجات الألبان, طعام, وتتطلب صناعات المشروبات أنابيب نقاء أعلى من درجة الأجهزة القياسية. توفر الأنابيب الصحية غير القابلة للصدأ ID و OD مصقولين للغاية لضمان النظافة لمنع انحباس الجسيمات. تقدم Baosheng منتجا محليا للأنابيب يتم تصنيعه يستخدم أحدث اللحام بالليزر لإنتاج أنبوب عالي الجودة يتميز بالملاءمة الفائقة وجودة التشطيب اللازمة لضمان نظام مشروبات خال من المشاكل.
إذا كان هناك أي أسئلة,يرجى الاتصال sales@grandsteeltube.com
-

 إقرأ المزيدعرض سريع
إقرأ المزيدعرض سريع1.4404 أنابيب صحية غير قابلة للصدأ
تستخدم أنابيب الفولاذ المقاوم للصدأ الصحية لمنتجات الألبان, طعام, وتتطلب صناعات المشروبات أنابيب نقاء أعلى من درجة الأجهزة القياسية. توفر الأنابيب الصحية غير القابلة للصدأ ID و OD مصقولين للغاية لضمان النظافة لمنع انحباس الجسيمات. تقدم Baosheng منتجا محليا للأنابيب يتم تصنيعه باستخدام أحدث لحام TIG أو عملية سحب باردة سلسة لإنتاج أنبوب عالي الجودة يتميز بالملاءمة الفائقة وجودة التشطيب اللازمة لضمان نظام مشروبات خال من المشاكل.
إذا كان هناك أي أسئلة,يرجى الاتصال sales@grandsteeltube.com
-
 إقرأ المزيدعرض سريع
إقرأ المزيدعرض سريعSmall Square Stainless Tube
Stainless steel square tube and rectangular tube is commonly referred to as tube steel or structural tubing. These are also referenced as a hollow structural section or HSS for short. Used for structural purposes, square tube, rectangular tube, I beams, etc., can be purchased in many different types of steel and alloys. Manufacturing of square tube is the same as the manufacturing process of pipe but the product goes through a series of shaping stands, meeting its final square specifications.
إذا كنت بحاجة إلى مزيد من المعلومات,يرجى الاتصال sales@grandsteeltube.com
-
 إقرأ المزيدعرض سريع
إقرأ المزيدعرض سريعStainless Cylinder Tubes
Stainless steel Pneumatic Cylinder Tube is produced by seamless or welded stainless through careful production process.
Main Grade:TP304/304L, TP316/316L,1.4301,1.4304,1.4401,1.4404
حجم:OD9.53mm-131mm With WT: 0.635-5المليمتر. 3M or 6M as the length.
ASTM A269 and with the ID tolerance H10 or H11.
The roughness OD ≤Ra 0.8 and ID ≤8 Ra 0.4
Grand can meet the mechanical properties like hardness,
tensile strength, yield strength, elongation and ovality etc.
إذا كان هناك أي أسئلة,يرجى الاتصال sales@grandsteeltube.com
-

 إقرأ المزيدعرض سريع
إقرأ المزيدعرض سريعأنبوب فولاذي مقاوم للصدأ مصقول كهربائي
Electro Polished هي عملية "طلاء عكسي" تستخدم محلولا كهروكيميائيا لإزالة الطبقة الخارجية من أنابيب الفولاذ المقاوم للصدأ. عن طريق تجريد طبقة موحدة من أنبوب الفولاذ المقاوم للصدأ, تعمل عملية التلميع الكهربائي أيضا على إزالة الملوثات المضمنة, صبغة الحرارة ومقياس أكسيد, الشقوق الصغيرة, نتوءات, حفر, وغيرها من عيوب السطح التي يمكن أن تضر بأداء ومتانة جزء
يتم إجراء أنابيب الفولاذ المقاوم للصدأ المصقولة كهربائيا بشكل خاص على 300 و 400 سلسلة الفولاذ المقاوم للصدأ الذي يحسن مقاومة التآكل للجزء مما يترك لمسة نهائية مشرقة تدوم. على عكس التخميل الكهربائي ، يمكن إجراء التلميع الكهربائي على جميع أنواع الفولاذ المقاوم للصدأ الذي يمنح أجزائه من جميع الأنواع مقاومة للتآكل متفوقة على التخميل وحده - الأجزاء المصقولة كهربائيا 30 مرات أكثر مقاومة للتآكل من تلك التي يتم تخميلها. عملية إذابة طبقة موحدة من المعدن السطحي أكثر فعالية وعدوانية, لأنه يتم التحكم فيه بدرجة عالية ويمكن استخدامه لإزالة أقل من .02" من المواد السطحية.
-

 إقرأ المزيدعرض سريع
إقرأ المزيدعرض سريعS31803 Duplex Seamless Stainless Tube
(1) معيار: ASTM/ASME A789/SA789, A790/SA790,EN10216-5;الخ
(2) درجة: S31803، الخ(3) نطاق OD:6-610 المليمتر,نطاق WT: 1-30 المليمتر
(4) طول: طول لا ينحني أو طول الإصلاح, 1-12 امتار
(5) وسم: درجة المواد, معيار, مواصفات, الحرارة لا.
(6) حزمة: حزمة شريط الحياكة, صندوق خشبي أو صندوق فولاذي
(7) شهادة اختبار مطحنة: وفقا ل EN 10204 3.1
(8 التطبيقات: المبادلات الحرارية في صناعات التكرير; مصانع البتروكيماويات; صناعات الورق / اللب; sugar/beverage industrie
-

 إقرأ المزيدعرض سريع
إقرأ المزيدعرض سريعSeamless Stainless Steel Pipe
(1) معيار: ASTM/ASME A789/SA789, A790/SA790
(2) درجة: 1.4301,1.4306,1.4401,1.4404, S31803، الخ(3) نطاق OD:12.7-88.9 المليمتر,نطاق WT: 1.65-12.7 المليمتر
(4) طول: طول لا ينحني أو طول الإصلاح, 1-12 امتار
(5) وسم: درجة المواد, معيار, مواصفات, الحرارة لا.
(6) حزمة: حزمة شريط الحياكة, صندوق خشبي أو صندوق فولاذي
(7) شهادة اختبار مطحنة: وفقا ل EN 10204 3.1
(8 التطبيقات: المبادلات الحرارية في صناعات التكرير; مصانع البتروكيماويات; صناعات الورق / اللب; صناعات السكر / المشروبات