








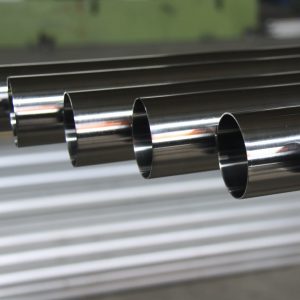
Tubo inoxidável de alta precisão
Nosso processo de fabricação de tubos soldados começa com tiras de metal laminadas a frio, rolo formado em forma tubular e costura soldada sem o uso de qualquer material de enchimento. O tubo soldado é então reduzido em tamanho um número de vezes através de várias técnicas de trabalho a frio até atingir o tamanho exato, Tolerâncias, e temperar nossos clientes exigem.
Após cada ciclo de trabalho a frio, os tubos são cortados, limpo e tratado termicamente em preparação para a próxima etapa de trabalho a frio. Antes de atingir o tamanho final, Nossos produtos Weldrawn passarão por um mínimo de dois ciclos de sorteio reduzindo sua área de secção transversal em pelo menos 40% após a soldagem.
Nosso processo de fabricação emprega uma combinação de etapas de valor agregado para produzir tubos da mais alta qualidade que atendam às especificações exatas fornecidas por nosso cliente. Os tubos podem ser criados em uma variedade de tamanhos e formas diferentes a partir de uma ampla gama de ligas. Uma breve descrição das operações que usamos durante a produção pode ser encontrada abaixo.
Em caso de dúvidas,entre em contato sales@grandsteeltube.com
- Descrição
- Vantagem de Baosheng
- Especificações
- Inquérito
Formando & Soldagem
Uma tira laminada a frio de precisão, fenda para a nossa espessura e largura especificadas, é alimentado através de uma série de suportes de rolo contornados. Estes formam progressivamente a tira em forma tubular. A tira formada é então alimentada através da caixa de solda, onde uma única tocha funde as bordas usando um gás inerte de tungstênio (TIG) Processo de soldagem. Fine control over welding parameters – torch settings, Fluxo de gás, velocidade do material, etc – enables us to weld a wide range of specialty alloys while ensuring high integrity of the weld zone. Após a soldagem, Os cascos de tubo soldados são então cortados em comprimentos e pesos específicos de acordo com os requisitos finais do tubo.
Pilgering
Sometimes used to process as-welded tubes, pilgering reduces the size of the tube across three dimensions – outside diameter (OD), internal diameter (ID) and wall thickness. We roll a die set with a tapered groove across the outside of the tube while supporting the inside diameter using a taper-matched, hardened steel mandrel. In a single cold working step, we can achieve a significant reduction in cross-sectional area while minimizing material loss and, most importantly, improving the material’s microstructure.
Tube Rolling
Like pilgering, tube rolling also uses compression to reduce the size of welded tubes. Contudo, while pilgering uses a pair of grooved, tapered dies to work the metal over a tapered mandrel, tube rolling utilizes one or two sets of rolls with constant cross-section grooves on the circumference of the tube. Generally, the process employs a cylindrical mandrel with little or no taper. The rolls are driven by rack and pinion gears of different radii along profiled cams, completing multiple 360º rotations around the tube.
Tube rolling is a very precise method of reducing very thin walled and/or smaller diameter tubes, and is often used as the final cold working step. By rolling, we’re able to achieve exceptional control over dimensional tolerances and surface finish while also minimizing material loss and improving the metal’s microstructure. Because it uses compression, tube rolling is well suited to processing unique metals like titanium and zirconium alloys.
Our tube rolling capabilities include both classic 3-roll (single roll set) tube rollers and an advanced 5-roll (2 roll sets) approach that Baosheng Tube developed and patented.
Cold Drawing
Typically used for the initial cold work following welding, cold drawing reduces the diameter by pulling the tube through a die that is smaller than the tube. In order to fit the tube into the die, one end is ‘swaged’ or ‘tagged’ thereby reducing the diameter of the leading end before drawing. Next, the narrowed end is passed through the die and clamped to a drawing trolley which pulls the tube through the die. After drawing the ‘tag’ is cropped from the tube end prior to cleaning.
Baosheng Tube employs three types of cold drawing techniques:
Sink Drawing
This is the simplest of the three drawing methods, as there is no tooling to support the ID surface. The tube is drawn through a die made of polished tool steel or industrial diamond, thereby reducing its inside and outside diameters. Our specialized lubrication and application techniques, combined with our proprietary die profiles, enable the OD surface to become smoother as the tube is drawn. Since the inside diameter is not constrained, the wall thickness of the tube will normally increase during drawing, and the ID surface finish will normally become rougher during a sink draw.
Rod Drawing
Rod drawing is our most commonly used cold draw method, primarily for intermediate or in-process drawing stages, where both the outside diameter and wall thickness are reduced at the same time. The tube is loaded over a hardened steel mandrel rod and both are then drawn through a die. This squeezes the tube onto the rod, reducing the outside diameter and thinning the wall simultaneously. The die and mandrel determine the size of the drawn tube, which is then slightly expanded by applying pressure to the outside of the tube so that the rod can be removed. Since larger reductions in cross-sectional area can be achieved by rod drawing, this method is used for mid-process stages to reduce tube sizes prior to the final drawing cycle.
Plug Drawing
This type of drawing is used to achieve the best possible surface finish and the greatest control over both dimensions and final temper. The outside diameter and wall thickness of the tube are both reduced during plug drawing, as the tube travels through a die and over a stationary plug/mandrel made of high grade tool steel. The plug or mandrel has a polished surface and is attached to a fixed back rod, which is carefully positioned within the drawing die. The tube is loaded over the mandrel/back rod. As the tube passes through the die, the burnishing action of the metal flowing over the stationary plug imparts a high tolerance surface finish inside the tube.
When properly lubricated and prepared, the ID will show very few flaws and finishes of 16 RMS or better can be achieved. Plug drawing is normally chosen for the final draw stage because it achieves a high quality surface finish, exceptional dimensional control, and positive influence on tensile strength requirements.
Shaping
Our weld-drawn tubes can be produced in almost any profile. For further details please contact our product teams.
Degreasing-cleaning
As part of our efforts to develop and implement more environmentally friendly processes, Superior Tube eliminated the use of TriChlorethylene (TCE) as a degreasing agent in 2008, replacing it with an equally effective but safer solvent called n-Propyl Bromide (nPB). Due to increasing concerns and the risks associated with the use of TCE, we invested significant effort in searching for a safer solvent that would not compromise the exceptional product quality upon which we have built our reputation.
While our switch to nPB has been very positive for our business, we recognize that our responsibility to protect the environment is an on-going effort, and we are continuing our development efforts to further improve the safety and reduce the environmental impact of our tube cleaning processes.
Recozimento
O recozimento é usado para suavizar o metal antes de outros processos de trabalho a frio ou fabricação, e melhora a microestrutura metalúrgica geral do tubo. Durante a redução do tubo ou trefilação a frio, Pode tornar-se duro e um pouco quebradiço. Para poder desenhar o tubo novamente, as tensões formadas durante o trabalho a frio precisam ser removidas para que o material volte ao seu estado normal.
Durante o recozimento o tubo é aquecido a uma temperatura controlada (up to 2100°F) e tempo de imersão. Através deste processo, o tubo permanece em forma, mas os grãos na estrutura do tubo se transformam em um padrão regular sem estresse. O tubo recozido resultante é mais macio e adequado para redesenho.
Nossos processos de recozimento e tratamento térmico rigorosamente controlados são auditados regularmente por nossa empresa nuclear, médico, e clientes aeroespaciais.
Alisamento
Desenho e recozimento geralmente resultam em algum grau de inclinação, produzindo uma ligeira curvatura na tubulação. At Superior Tube we use multiple roll mechanical straighteners in the first stage of finishing. O alisador aplica pressão e flexão no produto para remover curvas ou arcos, resulting in a straightness level of 0.010” per foot, ou melhor. O alisamento pode introduzir pequenas alterações no tamanho e nas propriedades mecânicas da tubulação, Portanto, esses aspectos são controlados com muito cuidado durante o processo.
OD Polimento/Moagem
Quando especificado por nossos clientes, nós podemos polir ou moer o diâmetro externo de seus tubos usando várias máquinas de moagem de correia de cabeça. O polimento é feito para melhorar a aparência cosmética da superfície, proporcionando um brilho, acabamento superficial uniforme. A retífica de correia é usada para remover uma pequena quantidade de metal do OD, a fim de eliminar pequenas falhas e imperfeições, que pode resultar do trabalho a frio. Tanto o polimento quanto a retificação reduzem o diâmetro externo final e as dimensões da parede, Assim, controles precisos são usados para garantir um tamanho uniforme com um acabamento superficial de altíssima qualidade.
Jateamento de granalha ID
O jateamento de granalha é usado para condicionar a superfície de identificação, semelhante à forma como a moagem condiciona a superfície OD. Um meio abrasivo é forçado através do tubo usando ar comprimido, resultando em um acabamento superficial uniforme e livre de pequenas falhas de trabalho a frio. O jateamento de granalha pode alterar o tamanho do ID e a espessura da parede, Por isso, mais uma vez, usamos controles precisos para garantir um tamanho uniforme. Um acabamento de altíssima qualidade é alcançado. Ensaios não destrutivos e inspeção
Tubo de Baosheng inspeciona todos os lotes de tubulação antes do envio para garantir que todos os aspectos do pedido do cliente foram atendidos. Nossos recursos internos de inspeção incluem:
- Verificação de identidade da liga (Identificação Positiva do Material, ou PMI)
- Inspeção visual
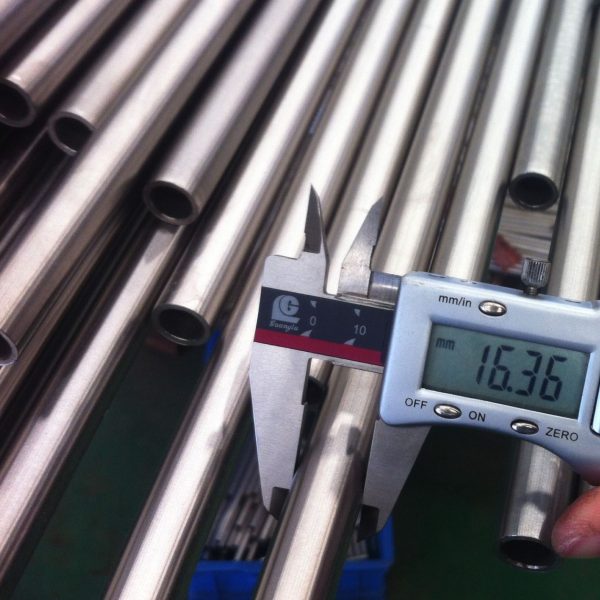
- Inspeção dimensional utilizando técnicas sem contato como micrômetros laser e medidores de ar sempre que possível
- Ensaio de rugosidade superficial
- Teste ultrassônico de imersão de acordo com padrões rigorosos
- Teste de corrente parasita da bobina de cerco
- Exame de penetração de corante
- Teste de pressão hidrostática
- Teste de pressão de ruptura
- Ensaios mecânicos e metalúrgicos destrutivos:– Resistência ao Rendimento– Resistência à tração final– Elongação– Testes de dureza Rockwell e Knoop– Análise metalográfica para granulometria, estrutura, micro-limpeza, e falhas– Testes de manipulação, como flexão, Achatamento, e queima
- Também trabalhamos com vários laboratórios independentes qualificados que podem realizar testes metalúrgicos adicionais não listados acima, se exigido por nossos clientes
Todas as remessas incluem um certificado de teste completo mostrando todos os resultados de teste necessários e verificando a conformidade com os requisitos do pedido.
Estampagem/Etiquetagem
Todos os produtos serão identificados de acordo com suas necessidades. Os selos geralmente incluem informações como o nosso número de lote, Número de calor da matéria-prima, Dimensões, material e outras informações pertinentes. Para muitos produtos, essa informação é marcada em tinta removível ao longo do comprimento da tubulação no lote. Para aqueles produtos que são muito pequenos ou muito finos, As informações podem ser incluídas em etiquetas de material ou etiquetas de caixa.
Empacotamento
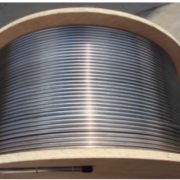
Os comprimentos retos de tubos soldados podem ser individualmente mangados em papel ou plástico e/ou embalados em nossos espaçadores de papelão exclusivos para garantir que nenhum dano ocorra durante o trânsito. Os tubos trefilados enrolados são embalados horizontalmente usando separadores de papel ou papelão para evitar o contato tubo a tubo. Todos os tubos são embalados em caixas de madeira forradas com papel artesanal de cera, caixas reforçadas revestidas de argila de três paredes, ou caixas de papelão padrão. Tampas plásticas que impedem que material estranho entre nos tubos também estão disponíveis mediante solicitação.
Remessa
Quando solicitado, Nós podemos providenciar o envio e entrega em sua doca, ou enviar seus tubos para terceiros e, se necessário, pode providenciar envios rápidos. Atualmente exportamos para mais de 30 países em todo o mundo e usar Incoterms® como nossa estrutura internacional para o transporte.
Se precisar de mais informações,entre em contato sales@grandsteeltube.com
1. Production of high precision stainless steel tubes since 2005
2. Trabalhar com clientes da Europa,Ásia Ocidental,América do Norte,South America since 2009,etc
3. As amostras podem ser entregues dentro de 10 dias após a confirmação
4. 50 dias como o período de produção e entrega após a confirmação da ordem.
5. 20,000 meters of high precision stainless steel tubes in stock.
6. 300 tamanhos podem ser oferecidos a partir de OD:6mmxWT:0.5mm para OD:131mmxWT:5milímetro
7. Inspeção de terceiros, como:TUV,BV,SGS,etc aceito
8. Equipe profissional auxilia suas necessidades especiais de tubo.
9. Other related tubes can be offered :tubos inoxidáveis recozidos brilhantes,tubos de aço inoxidável soldados;etc
Em caso de dúvidas,você é mais do que bem-vindo para entrar em contato sales@grandsteeltube.com
Sinopse do Roteamento de Processos: quality cold rolled stainless steel strips →welding into tubes→ cold rolling→ bright heat treatment without oxidization (Status do NBK) →cold drawn→cold rolling→ nondestructive testing. In the wall honing and inside flushing under the high pressure→ plastic capping on both ends.
Principais características: alta precisão, excelente brilho, ausência de oxidação nas paredes externas e internas após tratamento térmico, alta limpeza dentro da parede. O tubo de aço é capaz de suportar alta pressão. Sem deformação após flexão a frio, sem rachaduras após queima e achatamento . A complicada conformação geométrica e usinagem podem ser realizadas. Cor do tubo: cinza com branco.
Aplicação Principal: para uso em sistema hidráulico, automóvel e na ocasião em que a alta precisão, brilho, limpeza e propriedades mecânicas do tubo são necessárias.
Main grades:
SUS304,SUS304L,SUS316,SUS316L,SUS316Ti,etc
Delivery Status:
Recozido & Pickled+Polish,Bright Annealed+Polish,Hard condition+Polish
Especificações:
6.00~219.00mm x 0.5~10.00mm
Formando & Soldagem
Uma tira laminada a frio de precisão, fenda para a nossa espessura e largura especificadas, é alimentado através de uma série de suportes de rolo contornados. Estes formam progressivamente a tira em forma tubular. A tira formada é então alimentada através da caixa de solda, onde uma única tocha funde as bordas usando um gás inerte de tungstênio (TIG) Processo de soldagem. Controle fino sobre os parâmetros de soldagem – configurações da tocha, Fluxo de gás, velocidade do material, etc – nos permite soldar uma ampla gama de ligas especiais, garantindo alta integridade da zona de solda. Após a soldagem, Os cascos de tubo soldados são então cortados em comprimentos e pesos específicos de acordo com os requisitos finais do tubo.
Recozimento
O recozimento é usado para suavizar o metal antes de outros processos de trabalho a frio ou fabricação, e melhora a microestrutura metalúrgica geral do tubo. Durante a redução do tubo ou trefilação a frio, Pode tornar-se duro e um pouco quebradiço. Para poder desenhar o tubo novamente, as tensões formadas durante o trabalho a frio precisam ser removidas para que o material volte ao seu estado normal.
Durante o recozimento o tubo é aquecido a uma temperatura controlada (até 1200 °C) e tempo de imersão. Através deste processo, o tubo permanece em forma, mas os grãos na estrutura do tubo se transformam em um padrão regular sem estresse. O tubo recozido resultante é mais macio e adequado para redesenho.
Nossos processos de recozimento e tratamento térmico rigorosamente controlados são auditados regularmente por nossa empresa nuclear, médico, e clientes aeroespaciais.
Alisamento
Desenho e recozimento geralmente resultam em algum grau de inclinação, produzindo uma ligeira curvatura na tubulação. Na Baosheng Tube usamos vários alisadores mecânicos de rolo na primeira etapa de acabamento. O alisador aplica pressão e flexão no produto para remover curvas ou arcos, resultando em um nível de retidão de 1,00mm por metro, ou melhor. O alisamento pode introduzir pequenas alterações no tamanho e nas propriedades mecânicas da tubulação, Portanto, esses aspectos são controlados com muito cuidado durante o processo.
OD Polimento/Moagem
Quando especificado por nossos clientes, nós podemos polir ou moer o diâmetro externo de seus tubos usando várias máquinas de moagem de correia de cabeça. O polimento é feito para melhorar a aparência cosmética da superfície, proporcionando um brilho, acabamento superficial uniforme. A retífica de correia é usada para remover uma pequena quantidade de metal do OD, a fim de eliminar pequenas falhas e imperfeições, que pode resultar do trabalho a frio. Tanto o polimento quanto a retificação reduzem o diâmetro externo final e as dimensões da parede, Assim, controles precisos são usados para garantir um tamanho uniforme com um acabamento superficial de altíssima qualidade.
Jateamento de granalha ID
O jateamento de granalha é usado para condicionar a superfície de identificação, semelhante à forma como a moagem condiciona a superfície OD. Um meio abrasivo é forçado através do tubo usando ar comprimido, resultando em um acabamento superficial uniforme e livre de pequenas falhas de trabalho a frio. O jateamento de granalha pode alterar o tamanho do ID e a espessura da parede, Por isso, mais uma vez, usamos controles precisos para garantir um tamanho uniforme. Um acabamento de altíssima qualidade é alcançado. Ensaios não destrutivos e inspeção
Tubo de Baosheng inspeciona todos os lotes de tubulação antes do envio para garantir que todos os aspectos do pedido do cliente foram atendidos. Nossos recursos internos de inspeção incluem:
- Verificação de identidade da liga (Identificação Positiva do Material, ou PMI)
- Inspeção visual
- Inspeção dimensional utilizando técnicas sem contato como micrômetros laser e medidores de ar sempre que possível
- Ensaio de rugosidade superficial
- Teste ultrassônico de imersão de acordo com padrões rigorosos
- Teste de corrente parasita da bobina de cerco
- Exame de penetração de corante
- Teste de pressão hidrostática
- Teste de pressão de ruptura
- Ensaios mecânicos e metalúrgicos destrutivos:– Resistência ao Rendimento– Resistência à tração final– Elongação– Testes de dureza Rockwell e Knoop– Análise metalográfica para granulometria, estrutura, micro-limpeza, e falhas– Testes de manipulação, como flexão, Achatamento, e queima
- Também trabalhamos com vários laboratórios independentes qualificados que podem realizar testes metalúrgicos adicionais não listados acima, se exigido por nossos clientes
Todas as remessas incluem um certificado de teste completo mostrando todos os resultados de teste necessários e verificando a conformidade com os requisitos do pedido.
Estampagem/Etiquetagem
Todos os produtos serão identificados de acordo com suas necessidades. Os selos geralmente incluem informações como o nosso número de lote, Número de calor da matéria-prima, Dimensões, material e outras informações pertinentes. Para muitos produtos, essa informação é marcada em tinta removível ao longo do comprimento da tubulação no lote. Para aqueles produtos que são muito pequenos ou muito finos, As informações podem ser incluídas em etiquetas de material ou etiquetas de caixa.
Empacotamento
Os comprimentos retos de tubos soldados podem ser individualmente mangados em papel ou plástico e/ou embalados em nossos espaçadores de papelão exclusivos para garantir que nenhum dano ocorra durante o trânsito. Os tubos trefilados enrolados são embalados horizontalmente usando separadores de papel ou papelão para evitar o contato tubo a tubo. Todos os tubos são embalados em caixas de madeira forradas com papel artesanal de cera, caixas reforçadas revestidas de argila de três paredes, ou caixas de papelão padrão. Tampas plásticas que impedem que material estranho entre nos tubos também estão disponíveis mediante solicitação.
Remessa
Quando solicitado, Nós podemos providenciar o envio e entrega em sua doca, ou enviar seus tubos para terceiros e, se necessário, pode providenciar envios rápidos. Atualmente exportamos para mais de 30 países em todo o mundo e usar Incoterms® como nossa estrutura internacional para o transporte.
Em caso de dúvidas,você é mais do que bem-vindo para entrar em contato sales@grandsteeltube.com
Produtos relacionados
-

 Leia maisVisualização Rápida
Leia maisVisualização RápidaS31803 Duplex Seamless Stainless Tube
(1) Padrão: ASTM/ASME A789/SA789, A790/SA790,EN10216-5;etc
(2) Grau: S31803, etc(3) Intervalo OD:6-610 milímetro,Gama WT: 1-30 milímetro
(4) Comprimento: comprimento não flexor ou comprimento fixo, 1-12 Metros
(5) Marcação: Grau de material, padrão, especificação, calor Não.
(6) Pacote: pacote de tiras de tricô, caixa de madeira ou caixa de aço
(7) Certificado de teste de moinho: de acordo com a EN 10204 3.1
(8 Aplicativos: trocadores de calor em refinarias; plantas petroquímicas; indústrias de papel/celulose; sugar/beverage industrie
-

 Leia maisVisualização Rápida
Leia maisVisualização RápidaTubo de aço inoxidável recozido brilhante
(1) Padrão: ASTM/ASME A789/SA789, A790/SA790, EN10216-5;etc
(2) Grau: 1.4301,1.4306,1.4401,1.4404, S31803, etc(3) Intervalo OD:5-88.9 milímetro,Gama WT: 0.5-12.7 milímetro
(4) Comprimento: comprimento não flexor ou comprimento fixo, 1-12 Metros
(5) Marcação: Grau de material, padrão, especificação, calor Não.
(6) Pacote: pacote de tiras de tricô, caixa de madeira ou caixa de aço
(7) Certificado de teste de moinho: de acordo com a EN 10204 3.1
(8 Aplicativos: trocadores de calor em refinarias;plantas petroquímicas;indústrias de construção naval
-

 Leia maisVisualização Rápida
Leia maisVisualização Rápida1.4404 Tubos Sanitários Inoxidáveis
Os tubos sanitários de aço inoxidável são usados para o laticínio, alimento, e as indústrias de bebidas exigem uma tubulação de pureza mais alta do que o grau de instrumentação padrão. A tubulação inoxidável sanitária oferece um ID e OD altamente polidos para garantir a limpeza para evitar o aprisionamento de partículas. A Baosheng oferece um produto de tubulação doméstico fabricado que utiliza soldagem TIG de última geração ou processo de trefilação a frio sem costura para produzir um tubo de alta qualidade com o ajuste superior e a qualidade de acabamento necessária para garantir um sistema de bebidas sem problemas.
Em caso de dúvidas,entre em contato sales@grandsteeltube.com
-
 Leia maisVisualização Rápida
Leia maisVisualização RápidaTubo Inox Quadrado Pequeno
Tubo quadrado de aço inoxidável e tubo retangular é comumente referido como tubo de aço ou tubulação estrutural. Estes também são referenciados como uma seção estrutural oca ou HSS para abreviar. Utilizado para fins estruturais, tubo quadrado, tubo retangular, Eu vigas, etc., pode ser comprado em muitos tipos diferentes de aço e ligas. A fabricação de tubo quadrado é o mesmo que o processo de fabricação de tubo, mas o produto passa por uma série de suportes de moldagem, atendendo às suas especificações quadradas finais.
Se precisar de mais informações,entre em contato sales@grandsteeltube.com
-
 Leia maisVisualização Rápida
Leia maisVisualização RápidaTubo de aço inoxidável de parede super fina
Aplicativos:
1)Cilindro Fino: Gás, ar, óleo, sistema de água potável;Parafuso de resfriamento;tubos para dobradeiras;Compressor;processamento altamente fino ,etc.
2)Máquina precisa / instrumento: Indústria de semicondutores (Linha de gás de alta pureza / Instrumentos) ;Eletrônica precisa / elétrico / autopeças;Peças para instrumentos de medição;Eixo preciso; Cilindro;Peças médicas para ortodontia, etc.
3)Tubos para alimentação/higiene.
4)Trocador de calor: Caldeira; Gerador nuclear;Linha de fabricação de produtos químicos;Plantas especiais,etc.Se você tiver alguma dúvida,você é mais do que bem-vindo para entrar em contato sales@grandsteeltube.com
-

 Leia maisVisualização Rápida
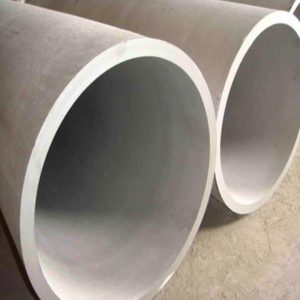
Leia maisVisualização RápidaGrande OD tubo inoxidável sem costura
(1) Padrão: ASTM/ASME A789/SA789, A790/SA790
(2) Grau: 1.4301,1.4306,1.4401,1.4404, S31803, etc
(3) Intervalo OD:101.60mm-1066,00 milímetros,Gama WT: 1.65milímetro-20.00mm
(4) Comprimento: comprimento não flexor ou comprimento fixo, 1-12 Metros
(5) Marcação: Grau de material, padrão, especificação, calor Não.
(6) Pacote: pacote de tiras de tricô, caixa de madeira ou caixa de aço
(7) Certificado de teste de moinho: de acordo com a EN 10204 3.1
(8) Aplicativos: trocadores de calor em refinarias; plantas petroquímicas; indústrias de papel/celulose; indústrias sucroalcooleiras
Em caso de dúvidas,entre em contato sales@grandsteeltube.com
-
 Leia maisVisualização Rápida
Leia maisVisualização RápidaTubulação de injeção química de fundo de poço
Incoloy 825 tubo capilar tem excelente resistência à corrosão do ácido sulfúrico e ácido fosfórico, corrosão intergranular após soldagem. Não vai levar a corrosão por tensão de cloreto rachadura. Com excelente resistência à corrosão por pite e corrosão por fenda em ambiente de meio contendo íons cloretos, Possui grande resistência à corrosão sob tensão sob solução salina de cloreto de sódio. Além disso, Tem alta resistência e boa tenacidade.
Em caso de dúvidas,entre em contato sales@grandsteeltube.com
-

 Leia maisVisualização Rápida
Leia maisVisualização RápidaMicro furo tubos inoxidáveis
Tubos de injeção de combustível são usados em grande número em todos os tipos de motores diesel para automóveis, Navios, Equipamento de construção, e máquinas agrícolas. Oferecemos uma grande variedade de tubos de injeção de combustível com ou sem abraçadeiras, que são amplamente utilizados na indústria automotiva. Estes são fabricados usando materiais de alta qualidade, que conferem o máximo nível de durabilidade. Fabricados a partir de qualidade superior de matéria-prima estes tubos de injeção de combustível são rigorosamente verificados sobre os parâmetros de qualidade, dimensão e limpeza.
Em caso de dúvidas,entre em contato sales@grandsteeltube.com
-

 Leia maisVisualização Rápida
Leia maisVisualização RápidaTubo inoxidável capilar sem costura
1)Cilindro Fino: Gás, ar, óleo, sistema de água potável;Parafuso de resfriamento;tubos para dobradeiras;Compressor;processamento altamente fino ,etc.
2)Máquina precisa / instrumento: Indústria de semicondutores (Linha de gás de alta pureza / Instrumentos) ;Eletrônica precisa / elétrico / autopeças;Peças para instrumentos de medição;Eixo preciso; Cilindro;Peças médicas para ortodontia, etc.
3)Tubos para alimentos / Higiene.
4)Trocador de calor: Caldeira; Gerador nuclear;Linha de fabricação de produtos químicos;Plantas especiais,etc.Em caso de dúvidas,entre em contato sales@grandsteeltube.com
-
 Leia maisVisualização Rápida
Leia maisVisualização RápidaInconel 625 Tubulação de linha de controle de aço inoxidável
Inconel 625 é uma liga à base de níquel usada tanto por sua alta resistência quanto pela excelente resistência à corrosão aquosa. A resistência da liga 625 é principalmente um efeito de solução sólida de molibdênio e columbium. Liga 625 tem excelente soldabilidade e é frequentemente usado para soldar a liga AL-6XN®. Metais de enchimento correspondentes também são usados para unir metais diferentes.
Em caso de dúvidas,você é mais do que bem-vindo para entrar em contato sales@grandsteeltube.com