



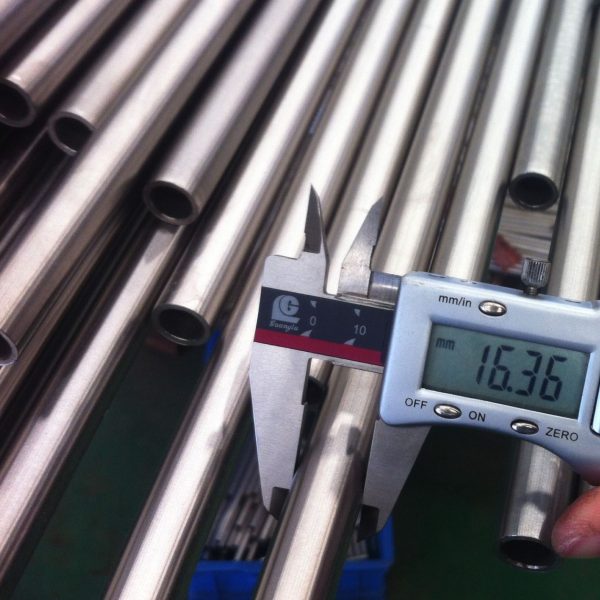





Hoge precisie roestvrije buis
Ons productieproces van welgetrokken buizen begint met koudgewalste strook metaal, rol gevormd in buisvorm en naad gelast zonder het gebruik van vulmateriaal. De as-gelaste buis wordt vervolgens een aantal keren verkleind door middel van verschillende koude werktechnieken totdat de exacte grootte is bereikt, Toleranties, en temper onze klanten nodig hebben.
Na elke koude werkcyclus worden de buizen gesneden, gereinigd en warmtebehandeld ter voorbereiding op de volgende koude werkstap. Voordat u de uiteindelijke grootte bereikt, onze welgetrokken producten ondergaan minimaal twee trekcycli waardoor hun dwarsdoorsnede met ten minste 40% na het lassen.
Ons productieproces maakt gebruik van een combinatie van stappen met toegevoegde waarde om buizen van de hoogste kwaliteit te produceren die voldoen aan de exacte specificaties van onze klant. Buizen kunnen worden gemaakt in verschillende maten en vormen van een breed scala aan legeringen. Een korte beschrijving van de bewerkingen die we tijdens de productie gebruiken, vindt u hieronder.
Als u vragen heeft,neem dan contact op met sales@grandsteeltube.com
- Beschrijving
- Baosheng's voordeel
- Specificaties
- Onderzoek
Vormen & Lassen
Een precisie koudgewalst bandje, spleet tot onze opgegeven dikte en breedte, wordt gevoed door een reeks voorgevormde rolstandaards. Deze vormen de strip geleidelijk in buisvorm. De gevormde strip wordt vervolgens door de laskast gevoerd, waarbij een enkele zaklamp de randen samensmelt met behulp van een wolfraam inert gas (TIG) lasproces. Fijne controle over lasparameters – toorts instellingen, gasstroom, materiaalsnelheid, enz – stelt ons in staat om een breed scala aan speciale legeringen te lassen en tegelijkertijd een hoge integriteit van de laszone te garanderen. Na het lassen, de as-gelaste buisschalen worden vervolgens gesneden tot specifieke lengtes en gewichten volgens de uiteindelijke buisvereisten.
Heien
Soms gebruikt om as-gelaste buizen te verwerken, pilgering verkleint de grootte van de buis over drie dimensies – buitendiameter (OD), inwendige diameter (LEGITIMATIEBEWIJS) en wanddikte. We rollen een matrijsset met een taps toelopende groef over de buitenkant van de buis terwijl we de binnendiameter ondersteunen met behulp van een taps toelopende, gehard stalen doorn. In één koude werkstap, we kunnen een aanzienlijke vermindering van het dwarsdoorsnedegebied bereiken terwijl materiaalverlies wordt geminimaliseerd en, Belangrijker, verbetering van de microstructuur van het materiaal.
Buis rollen
Zoals heien, buisrollen maakt ook gebruik van compressie om de grootte van gelaste buizen te verkleinen. Echter, terwijl heien een paar gegroefde, taps toelopende matrijzen om het metaal over een taps toelopende doorn te bewerken, buiswalsen maakt gebruik van een of twee rollen met constante dwarsdoorsnedegroeven op de omtrek van de buis. Doorgaans, het proces maakt gebruik van een cilindrische doorn met weinig of geen taps toelopende. De rollen worden aangedreven door tandheugeltanden van verschillende radii langs geprofileerde nokken, het voltooien van meerdere 360º rotaties rond de buis.
Buiswalsen is een zeer nauwkeurige methode om buizen met zeer dunwandige en/of kleinere diameter te verminderen, en wordt vaak gebruikt als laatste koude werkstap. Door te rollen, we zijn in staat om uitzonderlijke controle te bereiken over maattoleranties en oppervlakteafwerking, terwijl we ook materiaalverlies minimaliseren en de microstructuur van het metaal verbeteren. Omdat het compressie gebruikt, buiswalsen is zeer geschikt voor het verwerken van unieke metalen zoals titanium- en zirkoniumlegeringen.
Onze buiswalsmogelijkheden omvatten zowel klassieke 3-rols (enkele rollenset) buisrollen en een geavanceerde 5-rol (2 rollensets) aanpak die Baosheng Tube ontwikkelde en patenteerde.
Koud tekenen
Meestal gebruikt voor het eerste koude werk na het lassen, koudtrekken verkleint de diameter door de buis door een matrijs te trekken die kleiner is dan de buis. Om de buis in de matrijs te passen, het ene uiteinde is 'geswaged' of 'gelabeld' waardoor de diameter van het voorste uiteinde wordt verkleind voordat het wordt getekend. Volgend, het vernauwde uiteinde wordt door de matrijs geleid en vastgeklemd aan een trekwagen die de buis door de matrijs trekt. Na het tekenen wordt de 'tag' bijgesneden vanaf het uiteinde van de buis voorafgaand aan het reinigen.
Baosheng Tube maakt gebruik van drie soorten koude tekentechnieken:
Gootsteen tekening
Dit is de eenvoudigste van de drie tekenmethoden, omdat er geen tooling is om het ID-oppervlak te ondersteunen. De buis wordt getrokken door een matrijs gemaakt van gepolijst gereedschapsstaal of industriële diamant, waardoor de binnen- en buitendiameters worden verkleind. Onze gespecialiseerde smeer- en toepassingstechnieken, gecombineerd met onze eigen matrijsprofielen, het OD-oppervlak gladder te maken naarmate de buis wordt getrokken. Omdat de binnendiameter niet beperkt is, de wanddikte van de buis zal normaal gesproken toenemen tijdens het tekenen, en de ID-oppervlakteafwerking zal normaal gesproken ruwer worden tijdens een gootsteentrekking.
Staaftekening
Staaftekenen is onze meest gebruikte koude tekenmethode, voornamelijk voor tussenliggende of in-process tekenfasen, waarbij zowel de buitendiameter als de wanddikte tegelijkertijd worden verkleind. De buis wordt over een gehard stalen doornstang geladen en beide worden vervolgens door een matrijs getrokken. Hierdoor knijpt de buis op de stang., het verkleinen van de buitendiameter en het tegelijkertijd uitdunnen van de muur. De matrijs en doorn bepalen de grootte van de getrokken buis, die vervolgens licht wordt uitgebreid door druk uit te oefenen op de buitenkant van de buis, zodat de staaf kan worden verwijderd. Omdat grotere reducties in dwarsdoorsnede kunnen worden bereikt door hengeltekening, deze methode wordt gebruikt voor middenprocesfasen om buisafmetingen te verkleinen voorafgaand aan de laatste tekencyclus.
Plug tekening
Dit type tekening wordt gebruikt om de best mogelijke oppervlakteafwerking en de grootste controle over zowel afmetingen als uiteindelijke temper te bereiken. De buitendiameter en wanddikte van de buis worden beide verminderd tijdens het trekken van pluggen, terwijl de buis door een matrijs en over een stationaire plug/doorn van hoogwaardig gereedschapsstaal reist. De plug of doorn heeft een gepolijst oppervlak en is bevestigd aan een vaste achterstang, die zorgvuldig in de tekenmatrijs is geplaatst. De buis wordt over de doorn/rugstang geladen. Terwijl de buis door de matrijs gaat, de brandende werking van het metaal dat over de stationaire plug stroomt, zorgt voor een oppervlakteafwerking met hoge tolerantie in de buis.
Mits goed gesmeerd en bereid, de ID zal zeer weinig gebreken en afwerkingen van 16 RMS of beter kan worden bereikt. Plugtekening wordt normaal gesproken gekozen voor de laatste tekenfase omdat het een hoogwaardige oppervlakteafwerking bereikt, uitzonderlijke dimensionale controle, en positieve invloed op treksterkte-eisen.
Vormgeving
Onze gelaste buizen kunnen in bijna elk profiel worden geproduceerd. Voor meer informatie kunt u contact opnemen met onze productteams.
Ontvetten-reinigen
Als onderdeel van onze inspanningen om milieuvriendelijkere processen te ontwikkelen en te implementeren, Superior Tube elimineerde het gebruik van trichloorethyleen (TCE) als ontvettingsmiddel in 2008, vervangen door een even effectief maar veiliger oplosmiddel genaamd n-propylbromide (nPB). Vanwege de toenemende bezorgdheid en de risico's die verbonden zijn aan het gebruik van TCE, we hebben veel moeite gestoken in het zoeken naar een veiliger oplosmiddel dat de uitzonderlijke productkwaliteit waarop we onze reputatie hebben gebouwd niet in gevaar zou brengen.
Hoewel onze overstap naar nPB zeer positief is geweest voor ons bedrijf, we erkennen dat onze verantwoordelijkheid om het milieu te beschermen een voortdurende inspanning is, en we zetten onze ontwikkelingsinspanningen voort om de veiligheid verder te verbeteren en de milieu-impact van onze buisreinigingsprocessen te verminderen.
Annealing
Gloeien wordt gebruikt om het metaal te verzachten voor verdere koude bewerkings- of fabricageprocessen, en verbetert de algehele metallurgische microstructuur van de buis. Tijdens buisreductie of koudtrekken, het kan hard en enigszins broos worden. Om de buis weer te kunnen trekken, spanningen gevormd tijdens koud werken moeten worden verwijderd om het materiaal terug te brengen naar zijn normale toestand.
Tijdens het gloeien wordt de buis verwarmd tot een gecontroleerde temperatuur (tot 2100°F) en geniet van de tijd. Door dit proces blijft de buis in vorm, maar de korrels in de structuur van de buis veranderen in een regelmatig ongespannen patroon. De resulterende gegloeide buis is zachter en geschikt voor hertekening.
Onze nauwkeurig gecontroleerde gloei- en warmtebehandelingsprocessen worden regelmatig gecontroleerd door onze nucleaire, geneeskundig, en lucht- en ruimtevaartklanten.
Straightening
Tekenen en gloeien resulteert over het algemeen in een zekere mate van buigen, het produceren van een lichte buiging in de buis. Bij Superior Tube gebruiken we meerdere rolmechanische stijltangen in de eerste fase van de afwerking. De stijltang oefent druk en flex uit op het product om bochten of bogen te verwijderen, wat resulteert in een rechtheidsniveau van 0,010" per voet, of beter. Rechttrekken kan kleine veranderingen in de grootte en mechanische eigenschappen van de buis introduceren, deze aspecten worden dus zeer zorgvuldig gecontroleerd tijdens het proces.
OD Polijsten/Slijpen
Indien aangegeven door onze klanten, we kunnen de buitendiameter van hun buizen polijsten of slijpen met behulp van meerdere kopbandslijpmachines. Polijsten wordt gedaan om het cosmetische uiterlijk van het oppervlak te verbeteren, het verstrekken van een heldere, uniforme oppervlakteafwerking. Riemslijpen wordt gebruikt om een kleine hoeveelheid metaal uit de OD te verwijderen om kleine gebreken en onvolkomenheden te elimineren, die het gevolg kunnen zijn van koud werken. Zowel polijsten als slijpen verminderen de uiteindelijke buitendiameter en wandafmetingen, zodat nauwkeurige bedieningselementen worden gebruikt om een uniforme grootte met een extreem hoogwaardige oppervlakteafwerking te garanderen.
ID Grit stralen
Gritstralen wordt gebruikt om het ID-oppervlak te conditioneren, vergelijkbaar met de manier waarop het slijpen het OD-oppervlak conditioneert. Een schuurmedium wordt door de buis geperst met behulp van perslucht, wat resulteert in een uniforme oppervlakteafwerking zonder kleine koude werkfouten. Gritstralen kan zowel de ID-grootte als de wanddikte veranderen, dus nogmaals, we gebruiken nauwkeurige bedieningselementen om een uniforme grootte te garanderen. Een extreem hoge kwaliteit afwerking wordt bereikt. Niet-destructief onderzoek en inspectie
Baosheng Buis inspecteert alle partijen buizen voor verzending om ervoor te zorgen dat aan elk aspect van de bestelling van de klant is voldaan. Onze interne inspectiemogelijkheden omvatten:
- Verificatie van de legeringsidentiteit (Positieve materiaalidentificatie, of PMI)
- Visuele inspectie
- Dimensionale inspectie met behulp van contactloze technieken zoals lasermicrometers en air gages waar mogelijk
- Oppervlakteruwheidstesten
- Ultrasone onderdompeling volgens veeleisende normen
- Rondcirkelspoel Eddy Current testen
- Kleurstof penetrant onderzoek
- Hydrostatische druk testen
- Barstdruk testen
- Destructief mechanisch en metallurgisch onderzoek:– Vloeigrens– Ultieme treksterkte– Verlenging– Rockwell en Knoop Hardheidstesten– Metallografische analyse voor korrelgrootte, structuur, micro-reinheid, en gebreken– Manipulatietesten zoals buigen, Afvlakken, en affakkelen
- We werken ook samen met verschillende gekwalificeerde onafhankelijke laboratoria die aanvullende metallurgische tests kunnen uitvoeren die hierboven niet zijn vermeld, indien gewenst door onze klanten
Alle zendingen zijn voorzien van een volledig testcertificaat met alle vereiste testresultaten en een verificatie van de naleving van de ordervereisten.
Stempelen/labelen
Alle producten worden geïdentificeerd in overeenstemming met uw vereisten. Stempels bevatten meestal informatie zoals ons lotnummer, warmtenummer grondstof, Dimensies, materiaal en andere relevante informatie. Voor veel producten wordt deze informatie gemarkeerd in verwijderbare inkt langs de lengte van de buis in de partij. Voor producten die te klein of te dun zijn, de informatie kan worden opgenomen op materiaallabels of doosetiketten.
Verpakking
Rechte lengtes van welgetrokken buizen kunnen individueel worden omhuld in papier of plastic en / of verpakt in onze unieke kartonnen afstandhouders om ervoor te zorgen dat er geen schade optreedt tijdens het transport. Opgerolde welgetrokken buizen worden horizontaal verpakt met behulp van papieren of kartonnen afscheiders om contact tussen buis en buis te voorkomen. Alle buizen zijn verpakt in houten kratten bekleed met was knutselpapier, driewandige, met klei beklede versterkte kisten, of standaard kartonnen dozen. Plastic eindkappen die voorkomen dat vreemd materiaal in de buizen terechtkomt, zijn ook op aanvraag verkrijgbaar.
Verzending
Op verzoek, wij kunnen zorgen voor verzending en levering aan uw dock, of uw buizen verzenden naar een derde partij en, indien nodig, kan zorgen voor versnelde zendingen. We exporteren momenteel naar meer dan 30 landen over de hele wereld en gebruik Incoterms® als ons internationale kader voor verzending.
Als u meer informatie nodig heeft,neem dan contact op met sales@grandsteeltube.com
1. Productie van zeer nauwkeurige roestvrijstalen buizen sinds 2005
2. Werken met klanten uit Europa,West-Azië,Noord-Amerika,Zuid-Amerika sinds 2009, etc
3. Monsters kunnen binnen 10 dagen na bevestiging
4. 50 dagen als de productieperiode en levering na orderbevestiging.
5. 20,000 meters van hoge precisie roestvrijstalen buizen op voorraad.
6. 300 maten kunnen worden aangeboden vanaf OD:6MmxWT:0.5mm naar OD:131MmxWT:5Mm
7. Inspectie door derden zoals:Tuv,BV,Sgs,etc geaccepteerd
8. Professioneel team helpt uw speciale buisvereisten.
9. Andere gerelateerde buizen kunnen worden aangeboden :helder gegloeide roestvrije buizen,gelaste roestvrijstalen buizen;enz
Als u vragen heeft,u bent van harte welkom om contact op te nemen sales@grandsteeltube.com
Synopsis van procesroutering: kwaliteit koudgewalste roestvrijstalen strips →heten in buizen→ koudwalsen→ heldere warmtebehandeling zonder oxidatie (NBK-status) →cold getrokken→cold rollen→ niet-destructief testen. In de muur honen en binnen spoelen onder de hoge druk→ plastic afdekking aan beide uiteinden.
Belangrijkste kenmerken: hoge nauwkeurigheid, uitstekende helderheid, geen oxidatie op de buiten- en binnenwanden na warmtebehandeling, hoge reinheid binnenwand. De stalen buis is bestand tegen hoge druk. Geen vervorming na koud buigen, geen barst na affakkelen en afvlakken . Het gecompliceerde geometrische vormen en bewerken kan worden gerealiseerd. Kleur van de buis: grijs met wit.
Hoofdtoepassing: te gebruiken in hydraulisch systeem, auto en in de gelegenheid waar de hoge precisie, helderheid, reinheid en mechanische eigenschappen van de buis zijn vereist.
Belangrijkste cijfers:
SUS304, SUS304L,SUS316, SUS316L,SUS316Ti,enz
Leveringsstatus:
Gegloeid & Ingemaakt+Pools,Bright Annealed + Pools,Harde staat + Pools
Specificaties:
6.00~ 219.00mm x 0.5 ~ 10.00mm
Vormen & Lassen
Een precisie koudgewalst bandje, spleet tot onze opgegeven dikte en breedte, wordt gevoed door een reeks voorgevormde rolstandaards. Deze vormen de strip geleidelijk in buisvorm. De gevormde strip wordt vervolgens door de laskast gevoerd, waarbij een enkele zaklamp de randen samensmelt met behulp van een wolfraam inert gas (TIG) lasproces. Fijne controle over lasparameters – toortsinstellingen, gasstroom, materiaalsnelheid, etc – stelt ons in staat om een breed scala aan speciale legeringen te lassen en tegelijkertijd een hoge integriteit van de laszone te garanderen. Na het lassen, de as-gelaste buisschalen worden vervolgens gesneden tot specifieke lengtes en gewichten volgens de uiteindelijke buisvereisten.
Annealing
Gloeien wordt gebruikt om het metaal te verzachten voor verdere koude bewerkings- of fabricageprocessen, en verbetert de algehele metallurgische microstructuur van de buis. Tijdens buisreductie of koudtrekken, het kan hard en enigszins broos worden. Om de buis weer te kunnen trekken, spanningen gevormd tijdens koud werken moeten worden verwijderd om het materiaal terug te brengen naar zijn normale toestand.
Tijdens het gloeien wordt de buis verwarmd tot een gecontroleerde temperatuur (tot 1200 °C) en geniet van de tijd. Door dit proces blijft de buis in vorm, maar de korrels in de structuur van de buis veranderen in een regelmatig ongespannen patroon. De resulterende gegloeide buis is zachter en geschikt voor hertekening.
Onze nauwkeurig gecontroleerde gloei- en warmtebehandelingsprocessen worden regelmatig gecontroleerd door onze nucleaire, geneeskundig, en lucht- en ruimtevaartklanten.
Straightening
Tekenen en gloeien resulteert over het algemeen in een zekere mate van buigen, het produceren van een lichte buiging in de buis. Bij Baosheng Tube gebruiken we meerdere rolmechanische stijltangen in de eerste fase van de afwerking. De stijltang oefent druk en flex uit op het product om bochten of bogen te verwijderen, wat resulteert in een rechtheidsniveau van 1,00 mm per meter, of beter. Rechttrekken kan kleine veranderingen in de grootte en mechanische eigenschappen van de buis introduceren, deze aspecten worden dus zeer zorgvuldig gecontroleerd tijdens het proces.
OD Polijsten/Slijpen
Indien aangegeven door onze klanten, we kunnen de buitendiameter van hun buizen polijsten of slijpen met behulp van meerdere kopbandslijpmachines. Polijsten wordt gedaan om het cosmetische uiterlijk van het oppervlak te verbeteren, het verstrekken van een heldere, uniforme oppervlakteafwerking. Riemslijpen wordt gebruikt om een kleine hoeveelheid metaal uit de OD te verwijderen om kleine gebreken en onvolkomenheden te elimineren, die het gevolg kunnen zijn van koud werken. Zowel polijsten als slijpen verminderen de uiteindelijke buitendiameter en wandafmetingen, zodat nauwkeurige bedieningselementen worden gebruikt om een uniforme grootte met een extreem hoogwaardige oppervlakteafwerking te garanderen.
ID Grit stralen
Gritstralen wordt gebruikt om het ID-oppervlak te conditioneren, vergelijkbaar met de manier waarop het slijpen het OD-oppervlak conditioneert. Een schuurmedium wordt door de buis geperst met behulp van perslucht, wat resulteert in een uniforme oppervlakteafwerking zonder kleine koude werkfouten. Gritstralen kan zowel de ID-grootte als de wanddikte veranderen, dus nogmaals, we gebruiken nauwkeurige bedieningselementen om een uniforme grootte te garanderen. Een extreem hoge kwaliteit afwerking wordt bereikt. Niet-destructief onderzoek en inspectie
Baosheng Buis inspecteert alle partijen buizen voor verzending om ervoor te zorgen dat aan elk aspect van de bestelling van de klant is voldaan. Onze interne inspectiemogelijkheden omvatten:
- Verificatie van de legeringsidentiteit (Positieve materiaalidentificatie, of PMI)
- Visuele inspectie
- Dimensionale inspectie met behulp van contactloze technieken zoals lasermicrometers en air gages waar mogelijk
- Oppervlakteruwheidstesten
- Ultrasone onderdompeling volgens veeleisende normen
- Rondcirkelspoel Eddy Current testen
- Kleurstof penetrant onderzoek
- Hydrostatische druk testen
- Barstdruk testen
- Destructief mechanisch en metallurgisch onderzoek:– Vloeigrens– Ultieme treksterkte– Verlenging– Rockwell en Knoop Hardheidstesten– Metallografische analyse voor korrelgrootte, structuur, micro-reinheid, en gebreken– Manipulatietesten zoals buigen, Afvlakken, en affakkelen
- We werken ook samen met verschillende gekwalificeerde onafhankelijke laboratoria die aanvullende metallurgische tests kunnen uitvoeren die hierboven niet zijn vermeld, indien gewenst door onze klanten
Alle zendingen zijn voorzien van een volledig testcertificaat met alle vereiste testresultaten en een verificatie van de naleving van de ordervereisten.
Stempelen/labelen
Alle producten worden geïdentificeerd in overeenstemming met uw vereisten. Stempels bevatten meestal informatie zoals ons lotnummer, warmtenummer grondstof, Dimensies, materiaal en andere relevante informatie. Voor veel producten wordt deze informatie gemarkeerd in verwijderbare inkt langs de lengte van de buis in de partij. Voor producten die te klein of te dun zijn, de informatie kan worden opgenomen op materiaallabels of doosetiketten.
Verpakking
Rechte lengtes van welgetrokken buizen kunnen individueel worden omhuld in papier of plastic en / of verpakt in onze unieke kartonnen afstandhouders om ervoor te zorgen dat er geen schade optreedt tijdens het transport. Opgerolde welgetrokken buizen worden horizontaal verpakt met behulp van papieren of kartonnen afscheiders om contact tussen buis en buis te voorkomen. Alle buizen zijn verpakt in houten kratten bekleed met was knutselpapier, driewandige, met klei beklede versterkte kisten, of standaard kartonnen dozen. Plastic eindkappen die voorkomen dat vreemd materiaal in de buizen terechtkomt, zijn ook op aanvraag verkrijgbaar.
Verzending
Op verzoek, wij kunnen zorgen voor verzending en levering aan uw dock, of uw buizen verzenden naar een derde partij en, indien nodig, kan zorgen voor versnelde zendingen. We exporteren momenteel naar meer dan 30 landen over de hele wereld en gebruik Incoterms® als ons internationale kader voor verzending.
Als u vragen heeft,u bent van harte welkom om contact op te nemen sales@grandsteeltube.com
Gerelateerde producten
-
 Lees meerSnel overzicht
Lees meerSnel overzichtSuper dunne wand roestvrij stalen buis
Toepassingen:
1)Fijne cilinder: Gas, lucht, olie, drinkwatersysteem;Koelschroef;buizen voor buigmachines;Compressor;zeer fijne verwerking ,enz.
2)Nauwkeurige machine / instrument: Halfgeleiderindustrie (gasleiding met hoge zuiverheid / Instrumenten) ;Nauwkeurig elektronisch / elektrisch / auto-onderdelen;Onderdelen voor meetinstrumenten;Nauwkeurige as; Rol;Medische onderdelen voor orthodontie, enz.
3)Buizen voor voedsel/hygiëne.
4)Warmtewisselaar: Ketel; Nucleaire generator;Chemische productielijn;speciale planten,enz.Als u vragen heeft,u bent van harte welkom om contact op te nemen sales@grandsteeltube.com
-

 Lees meerSnel overzicht
Lees meerSnel overzichtElektro gepolijste roestvrij stalen buis
Electro Polished is een "reverse plating" -proces dat een elektrochemische oplossing gebruikt om de buitenste laag van roestvrijstalen buis te verwijderen. Door een uniforme laag roestvrijstalen buis weg te halen, Het elektrolytisch polijstproces verwijdert ook ingebedde verontreinigingen, warmtetint en oxideschaal, microscheuren, Bramen, Pits, en andere oppervlaktedefecten die de prestaties en duurzaamheid van een onderdeel in gevaar kunnen brengen
Elektrolytisch gepolijste roestvrijstalen buizen worden speciaal gedaan op 300 en 400 Serie roestvrij staal dat de corrosiebestendigheid van een onderdeel verbetert, waardoor een blijvende, heldere afwerking achterblijft. In tegenstelling tot passivering kan elektrolytisch polijsten worden uitgevoerd op alle soorten roestvrij staal, waardoor de onderdelen van alle soorten corrosiebestendigheid superieur zijn aan passivering alleen - elektrolytisch gepolijste onderdelen zijn 30 keer corrosiebestendiger dan die welke gepassiveerd zijn. Het proces van het oplossen van een uniforme laag oppervlaktemetaal is effectiever en agressiever, omdat het zeer gecontroleerd is en het kan worden gebruikt om zo weinig mogelijk te verwijderen .02" van oppervlaktemateriaal.
-

 Lees meerSnel overzicht
Lees meerSnel overzichtMicroboring roestvrij buizen
Brandstofinjectiebuizen worden in grote aantallen gebruikt in allerlei dieselmotoren voor auto's, Schepen, bouwmachines, en landbouwmachines. Wij bieden een breed scala aan brandstofinjectiebuizen met of zonder klemmen, die op grote schaal worden gebruikt in de auto-industrie. Deze zijn vervaardigd met behulp van hoogwaardige materialen, die een zo groot mogelijk niveau van duurzaamheid bieden. Vervaardigd uit superieure kwaliteit van de grondstof deze brandstofinjectiebuizen worden strikt gecontroleerd op de parameters van de kwaliteit, Dimensie en netheid.
Als u vragen heeft,neem dan contact op met sales@grandsteeltube.com
-

 Lees meerSnel overzicht
Lees meerSnel overzichtNaadloze roestvrijstalen buis
(1) Standaard: ASTM/ASME A789/SA789, A790/SA790
(2) Graad: 1.4301,1.4306,1.4401,1.4404, S31803, enz(3) OD-assortiment:12.7-88.9 Mm,WT-assortiment: 1.65-12.7 Mm
(4) Lengte: onbuigzame lengte of vaste lengte, 1-12 Meter
(5) Markering: materiaalkwaliteit, standaard, specificatie, warmte Nee.
(6) Pak: breistrip bundel, houten kist of stalen kist
(7) Molentestcertificaat: volgens EN 10204 3.1
(8 Toepassingen: warmtewisselaars in de raffinaderijindustrie; petrochemische fabrieken; papier-/pulpindustrie; suiker/drankenindustrie
-
 Lees meerSnel overzicht
Lees meerSnel overzichtNaadloos gevormde roestvrijstalen buizen
-
 Lees meerSnel overzicht
Lees meerSnel overzichtKleine vierkante roestvrije buis
Roestvrijstalen vierkante buis en rechthoekige buis wordt gewoonlijk buisstaal of structurele buizen genoemd. Deze worden ook wel een holle structurele sectie of kortweg HSS genoemd.. Gebruikt voor structurele doeleinden, vierkante buis, rechthoekige buis, I balken, enz., kan worden gekocht in veel verschillende soorten staal en legeringen. De productie van vierkante buizen is hetzelfde als het productieproces van de pijp, maar het product gaat door een reeks vormstandaards, voldoen aan de definitieve vierkante specificaties.
Als u meer informatie nodig heeft,neem dan contact op met sales@grandsteeltube.com
-
 Lees meerSnel overzicht
Lees meerSnel overzichtRoestvrij cilinderbuizen
Roestvrij staal pneumatische cilinderbuis wordt geproduceerd door naadloos of gelast roestvrij door middel van een zorgvuldig productieproces.
Hoofdkwaliteit:TP304/304l, TP316/316l,1.4301,1.4304,1.4401,1.4404
Grootte:OD9.53mm-131mm met WT: 0.635-5Mm. 3M of 6M als lengte.
ASTM A269 en met de ID-tolerantie H10 of H11.
De ruwheid OD ≤Ra 0.8 en ID ≤8 Ra 0.4
Grand kan voldoen aan de mechanische eigenschappen zoals hardheid,
Treksterkte, vloeigrens, rek en ovaliteit etc.
Als u vragen heeft,neem dan contact op met sales@grandsteeltube.com
-
 Lees meerSnel overzicht
Lees meerSnel overzichtDownhole chemische injectie slang
Incoloy 825 capillaire buis heeft uitstekende weerstand tegen zwavelzuur en fosforzuurcorrosie, intergranulaire corrosie na het lassen. Het zal niet leiden tot chloridespanning corrosie scheuren. Met uitstekende weerstand tegen putcorrosie en spleetcorrosie in een chloride-ionenhoudende mediumomgeving, het biedt een grote weerstand tegen spanningscorrosie onder natriumchloridezoutoplossing medium. Bovendien, het heeft een hoge sterkte en goede taaiheid.
Als u vragen heeft,neem dan contact op met sales@grandsteeltube.com
-
 Lees meerSnel overzicht
Lees meerSnel overzichtGelaste roestvrij opgerolde buizen
Roestvrijstalen buizen in spoelen en op spoelen die worden gebruikt voor bedieningsleidingen, chemische injectielijnen, navelstreng en hydraulische en instrumentatiesystemen.
Gebruikt voor een verscheidenheid aan circulatiesystemen voor verschillende gassen en vloeistoffen, spoelbuizen bieden de mogelijkheid voor lange buisinstallaties zonder dat verbindingsfittingen nodig zijn. Baosheng produceert naadloze / gelaste roestvrijstalen spoelbuizen en kan ze leveren in lange molenlengtes of op lengte gesneden in secties zo kort als vijftig voet. Deze producten zijn toepasbaar voor de petrochemie, warmtetracering van de olieproductie,
De gelaste roestvrijstalen spoelbuizen worden veel gebruikt voor een verscheidenheid aan circulatiesystemen voor verschillende gassen en vloeistoffen, spoelbuizen bieden de mogelijkheid voor lange buisinstallaties zonder dat verbindingsfittingen nodig zijn. Baosheng biedt zowel gelaste als naadloze spoelbuizen en kan ze leveren in lange molenlengtes of op lengte gesneden in secties zo kort als vijftig voet. Deze producten zijn toepasbaar voor de petrochemie, warmtetracering van de olieproductie, geothermische en flowmeettoepassingen.
-

 Lees meerSnel overzicht
Lees meerSnel overzichtNaadloze roestvrije spoelbuis
De naadloze roestvrijstalen spoelbuizen worden gebruikt voor een verscheidenheid aan circulatiesystemen voor verschillende gassen en vloeistoffen, spoelbuizen bieden de mogelijkheid voor lange buisinstallaties zonder dat verbindingsfittingen nodig zijn. Baosheng biedt zowel gelaste als naadloze spoelbuizen en kan ze leveren in lange molenlengtes of op lengte gesneden in secties zo kort als vijftig voet. Deze producten zijn toepasbaar voor de petrochemie, warmtetracering van de olieproductie, geothermische en flowmeettoepassingen.
Olie & Gas – Chemische injectie en hydraulische regelleidingen in downhole en onderzeese toepassingen. Onze buizen hebben enkele van de meest bekende olieveldservicebedrijven geholpen de bedrijfskosten te verlagen en de efficiëntie te verbeteren.
Chemische verwerking – Wanneer kritieke vloeistoffen worden overgedragen in een chemische procesomgeving, elimineert onze naadloze buis het potentieel van een vulmateriaal om af te schilferen en vast te komen te zitten, resulterend in onnauwkeurige metingen of een algehele systeemstoring.
Alternatieve energie – Opgerolde buizen voor waterstoftankstations, CNG-overdracht, LNG-overdracht, Geothermische en zonne-energie gerechten.
Aerospace & Verdediging – Wij bieden hoogwaardige MIL-Spec naadloze roestvrij stalen buis voor toepassingen zoals casco's, Brandstofleidingen, Gas retourbuizen voor automatische wapens en hydraulische leidingen.
Als u vragen heeft,neem dan contact op met sales@grandsteeltube.com