








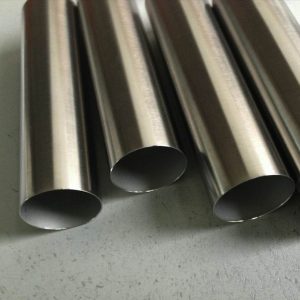
Tube inoxydable de haute précision
Notre processus de fabrication de tubes étirés commence par des bandes métalliques laminées à froid, rouleau formé en forme tubulaire et joint soudé sans l’utilisation d’aucun matériau d’apport. La taille du tube as-soudé est ensuite réduite un certain nombre de fois grâce à diverses techniques de travail à froid jusqu’à atteindre la taille exacte, Tolérances, et tempérer nos clients ont besoin.
Après chaque cycle de travail à froid, les tubes sont coupés, nettoyé et traité thermiquement en vue de la prochaine étape de travail à froid. Avant d’atteindre la taille finale, Nos produits weldrawn subiront un minimum de deux cycles d’étirage réduisant leur section transversale d’au moins 40% après soudage.
Notre processus de fabrication utilise une combinaison d’étapes à valeur ajoutée pour produire des tubes de la plus haute qualité qui répondent aux spécifications exactes fournies par notre client. Les tubes peuvent être créés dans une variété de tailles et de formes différentes à partir d’une large gamme d’alliages. Une brève description des opérations que nous utilisons pendant la production peut être trouvée ci-dessous.
Si des questions,Veuillez contacter sales@grandsteeltube.com
- Description
- Baosheng's Advantage
- Spécifications
- Enquête
Formage & Soudure
Une bande laminée à froid de précision, fendue à l’épaisseur et à la largeur spécifiées, est alimenté par une série de supports profilés. Ceux-ci forment progressivement la bande en forme tubulaire. La bande formée est ensuite introduite dans la boîte de soudure, où une seule torche fusionne les bords à l’aide d’un gaz inerte de tungstène (TIG) PROCÉDÉ DE SOUDAGE. Fine control over welding parameters – torch settings, Débit de gaz, Vitesse du matériau, etc – enables us to weld a wide range of specialty alloys while ensuring high integrity of the weld zone. Après soudage, Les coques de tubes telles que soudées sont ensuite découpées à des longueurs et des poids spécifiques en fonction des exigences finales du tube..
Pilgering
Sometimes used to process as-welded tubes, pilgering reduces the size of the tube across three dimensions – outside diameter (OD), internal diameter (ID) and wall thickness. We roll a die set with a tapered groove across the outside of the tube while supporting the inside diameter using a taper-matched, hardened steel mandrel. In a single cold working step, we can achieve a significant reduction in cross-sectional area while minimizing material loss and, most importantly, improving the material’s microstructure.
Tube Rolling
Like pilgering, tube rolling also uses compression to reduce the size of welded tubes. Toutefois, while pilgering uses a pair of grooved, tapered dies to work the metal over a tapered mandrel, tube rolling utilizes one or two sets of rolls with constant cross-section grooves on the circumference of the tube. Généralement, the process employs a cylindrical mandrel with little or no taper. The rolls are driven by rack and pinion gears of different radii along profiled cams, completing multiple 360º rotations around the tube.
Tube rolling is a very precise method of reducing very thin walled and/or smaller diameter tubes, and is often used as the final cold working step. By rolling, we’re able to achieve exceptional control over dimensional tolerances and surface finish while also minimizing material loss and improving the metal’s microstructure. Because it uses compression, tube rolling is well suited to processing unique metals like titanium and zirconium alloys.
Our tube rolling capabilities include both classic 3-roll (single roll set) tube rollers and an advanced 5-roll (2 roll sets) approach that Baosheng Tube developed and patented.
Étirage à froid
Typically used for the initial cold work following welding, cold drawing reduces the diameter by pulling the tube through a die that is smaller than the tube. In order to fit the tube into the die, one end is ‘swaged’ or ‘tagged’ thereby reducing the diameter of the leading end before drawing. Next, the narrowed end is passed through the die and clamped to a drawing trolley which pulls the tube through the die. After drawing the ‘tag’ is cropped from the tube end prior to cleaning.
Baosheng Tube employs three types of cold drawing techniques:
Sink Drawing
This is the simplest of the three drawing methods, as there is no tooling to support the ID surface. The tube is drawn through a die made of polished tool steel or industrial diamond, thereby reducing its inside and outside diameters. Our specialized lubrication and application techniques, combined with our proprietary die profiles, enable the OD surface to become smoother as the tube is drawn. Since the inside diameter is not constrained, the wall thickness of the tube will normally increase during drawing, and the ID surface finish will normally become rougher during a sink draw.
Rod Drawing
Rod drawing is our most commonly used cold draw method, primarily for intermediate or in-process drawing stages, where both the outside diameter and wall thickness are reduced at the same time. The tube is loaded over a hardened steel mandrel rod and both are then drawn through a die. This squeezes the tube onto the rod, reducing the outside diameter and thinning the wall simultaneously. The die and mandrel determine the size of the drawn tube, which is then slightly expanded by applying pressure to the outside of the tube so that the rod can be removed. Since larger reductions in cross-sectional area can be achieved by rod drawing, this method is used for mid-process stages to reduce tube sizes prior to the final drawing cycle.
Plug Drawing
This type of drawing is used to achieve the best possible surface finish and the greatest control over both dimensions and final temper. The outside diameter and wall thickness of the tube are both reduced during plug drawing, as the tube travels through a die and over a stationary plug/mandrel made of high grade tool steel. The plug or mandrel has a polished surface and is attached to a fixed back rod, which is carefully positioned within the drawing die. The tube is loaded over the mandrel/back rod. As the tube passes through the die, the burnishing action of the metal flowing over the stationary plug imparts a high tolerance surface finish inside the tube.
When properly lubricated and prepared, the ID will show very few flaws and finishes of 16 RMS or better can be achieved. Plug drawing is normally chosen for the final draw stage because it achieves a high quality surface finish, exceptional dimensional control, and positive influence on tensile strength requirements.
Shaping
Our weld-drawn tubes can be produced in almost any profile. For further details please contact our product teams.
Degreasing-cleaning
As part of our efforts to develop and implement more environmentally friendly processes, Superior Tube eliminated the use of TriChlorethylene (TCE) as a degreasing agent in 2008, replacing it with an equally effective but safer solvent called n-Propyl Bromide (nPB). Due to increasing concerns and the risks associated with the use of TCE, we invested significant effort in searching for a safer solvent that would not compromise the exceptional product quality upon which we have built our reputation.
While our switch to nPB has been very positive for our business, we recognize that our responsibility to protect the environment is an on-going effort, and we are continuing our development efforts to further improve the safety and reduce the environmental impact of our tube cleaning processes.
Recuit
Le recuit est utilisé pour ramollir le métal avant d’autres processus de travail à froid ou de fabrication, et améliore la microstructure métallurgique globale du tube. Pendant la réduction du tube ou l’étirage à froid, Il peut devenir dur et un peu fragile. Pour pouvoir tirer à nouveau le tube, Les contraintes formées pendant le travail à froid doivent être éliminées pour ramener le matériau à son état normal.
Pendant le recuit, le tube est chauffé à une température contrôlée (up to 2100°F) et temps de trempage. Grâce à ce processus, le tube reste en forme, Mais les grains dans la structure du tube se reforment en un motif régulier non stressé. Le tube recuit résultant est plus souple et convient au redessin.
Nos procédés de recuit et de traitement thermique étroitement contrôlés sont régulièrement audités par notre, médical, et clients de l’aérospatiale.
Redressage
L’étirage et le recuit entraînent généralement un certain degré d’inclinaison, produisant une légère courbure dans le tube. At Superior Tube we use multiple roll mechanical straighteners in the first stage of finishing. Le lisseur applique une pression et une flexion sur le produit afin d’éliminer les courbures ou les arcs, resulting in a straightness level of 0.010” per foot, ou mieux. Le redressement peut introduire de légères modifications de la taille et des propriétés mécaniques du tube, Ces aspects sont donc très soigneusement contrôlés au cours du processus..
Polissage/meulage OD
Lorsque spécifié par nos clients, Nous pouvons polir ou meuler le diamètre extérieur de leurs tubes à l’aide de plusieurs rectifieuses à bande de tête. Le polissage est fait pour améliorer l’aspect cosmétique de la surface, offrant un, Finition de surface uniforme. Le meulage à bande est utilisé pour enlever une petite quantité de métal de l’OD afin d’éliminer les défauts et les imperfections mineurs, qui peuvent résulter du travail à froid. Le polissage et le meulage réduisent le diamètre extérieur final et les dimensions de la paroi, Ainsi, des contrôles précis sont utilisés pour assurer une taille uniforme avec une finition de surface de très haute qualité.
Grenaillage ID Grit
Le grenaillage est utilisé pour conditionner la surface d’identification, similaire à la façon dont le meulage conditionne la surface OD. Un milieu abrasif est forcé à travers le tube à l’aide d’air comprimé, résultant en une finition de surface uniforme exempte de défauts mineurs de travail à froid. Le grenaillage peut modifier à la fois la taille de l’ID et l’épaisseur de la paroi, Donc, une fois de plus, nous utilisons des contrôles précis pour assurer une taille uniforme. Une finition de très haute qualité est obtenue. Essais et inspections non destructifs
Baosheng Tube inspecte tous les lots de tubes avant l’expédition pour s’assurer que tous les aspects de la commande du client ont été respectés. Nos capacités d’inspection internes comprennent ::
- Vérification de l’identité de l’alliage (Identification positive des matériaux, ou PMI)
- Inspection visuelle
- Inspection dimensionnelle à l’aide de techniques sans contact telles que les micromètres laser et les jauges d’air dans la mesure du possible
- Essais de rugosité de surface
- Tests ultrasoniques par immersion selon des normes rigoureuses
- Bobine encerclante Test de courants de Foucault
- Ressuage
- Test de pression hydrostatique
- Test de pression d’éclatement
- Essais mécaniques et métallurgiques destructifs:– Élasticité– Résistance à la traction ultime– Élongation– Essais de dureté Rockwell et Knoop– Analyse métallographique pour la granulométrie, structure, micro-propreté, et défauts– Tests de manipulation tels que la flexion, aplatissement, et torchage
- Nous travaillons également avec plusieurs laboratoires indépendants qualifiés qui peuvent effectuer des essais métallurgiques supplémentaires non énumérés ci-dessus., si requis par nos clients
Toutes les expéditions comprennent un certificat de test complet indiquant tous les résultats de test requis et vérifiant la conformité aux exigences de la commande.
Estampage/étiquetage
Tous les produits seront identifiés conformément à vos exigences. Les timbres comprennent généralement des informations telles que notre numéro de lot, Nombre de chaleur de la matière première, taille, matériel et autres informations pertinentes. Pour de nombreux produits, cette information est indiquée à l’encre amovible le long du tube dans le lot.. Pour les produits trop petits ou trop minces, L’information peut être incluse sur les étiquettes des matériaux ou des boîtes.
Emballage
Les longueurs droites de tubes étirés peuvent être manchonnées individuellement dans du papier ou du plastique et / ou emballées dans nos entretoises en carton uniques pour garantir qu’aucun dommage ne se produise pendant le transport. Les tubes enroulés sont emballés horizontalement à l’aide de séparateurs en papier ou en carton pour éviter tout contact tube à tube. Tous les tubes sont emballés dans des caisses en bois doublées de papier artisanal ciré, Boîtiers renforcés à trois parois revêtus d’argile, ou des boîtes en carton standard. Des embouts en plastique qui empêchent les corps étrangers de pénétrer à l’intérieur des tubes sont également disponibles sur demande.
Expédition
Sur demande, Nous pouvons organiser l’expédition et la livraison à votre quai, ou expédier vos tubes à un tiers et, si nécessaire, peut organiser des expéditions accélérées. Nous exportons actuellement vers plus de 30 pays du monde entier et utilisent les Incoterms® comme cadre international pour l’expédition.
Si vous avez besoin de plus d’informations,Veuillez contacter sales@grandsteeltube.com
1. Production of high precision stainless steel tubes since 2005
2. Travailler avec des clients d’Europe,Asie de l’Ouest,Amérique du Nord,Amérique du Sud depuis 2009, etc.
3. Les échantillons peuvent être livrés dans les 10 jours après confirmation
4. 50 jours comme période de production et de livraison après confirmation de commande.
5. 20,000 meters of high precision stainless steel tubes in stock.
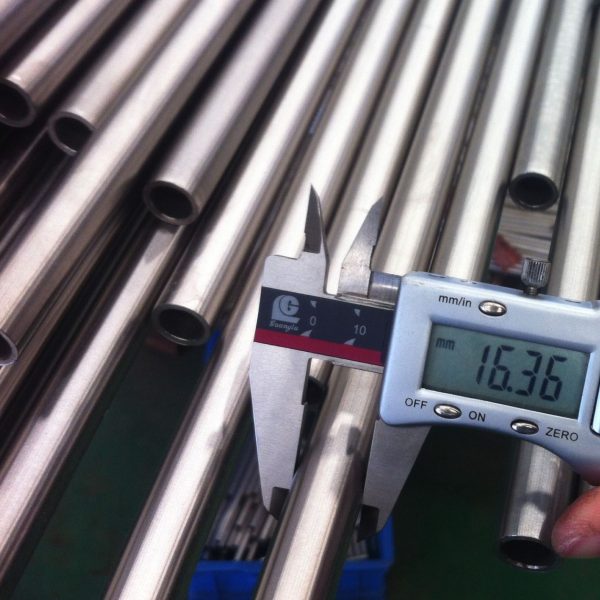
6. 300 tailles peuvent être offertes à partir de OD:6mmxWT:0.5mm à OD:131mmxWT:5mm
7. Inspection par une tierce partie comme:TUV,BV,SGS,etc accepté
8. Une équipe professionnelle vous assiste dans vos besoins spéciaux en matière de tubes.
9. D’autres tubes connexes peuvent être proposés :Tubes en acier inoxydable recuit brillant,tubes soudés en acier inoxydable;etc
Si des questions,Vous êtes plus que bienvenu pour contacter sales@grandsteeltube.com
Synopsis du routage des processus: quality cold rolled stainless steel strips →welding into tubes→ cold rolling→ bright heat treatment without oxidization (Statut NBK) →cold drawn→cold rolling→ nondestructive testing. In the wall honing and inside flushing under the high pressure→ plastic capping on both ends.
Caractéristiques principales: Haute précision, Excellente luminosité, pas d’oxydation sur les parois extérieures et intérieures après traitement thermique, Grande propreté à l’intérieur du mur. Le tube d’acier est capable de supporter une haute pression. Pas de déformation après flexion à froid, Pas de fissure après l’évasement et l’aplatissement . Le formage et l’usinage géométriques complexes peuvent être réalisés. Couleur du tube: gris avec blanc.
Application principale: à utiliser dans le système hydraulique, automobile et à l’occasion où la haute précision, luminosité, la propreté et les propriétés mécaniques du tube sont requises.
Main grades:
SUS304,SUS304L,SUS316,SUS316L,SUS316Ti,etc
Delivery Status:
Annealed & Pickled+Polish,Bright Annealed+Polish,Hard condition+Polish
Spécifications:
6.00~219.00mm x 0.5~10.00mm
Formage & Soudure
Une bande laminée à froid de précision, fendue à l’épaisseur et à la largeur spécifiées, est alimenté par une série de supports profilés. Ceux-ci forment progressivement la bande en forme tubulaire. La bande formée est ensuite introduite dans la boîte de soudure, où une seule torche fusionne les bords à l’aide d’un gaz inerte de tungstène (TIG) PROCÉDÉ DE SOUDAGE. Contrôle fin des paramètres de soudage – réglages de la torche, Débit de gaz, Vitesse du matériau, etc – nous permet de souder une large gamme d’alliages spéciaux tout en assurant une intégrité élevée de la zone de soudure. Après soudage, Les coques de tubes telles que soudées sont ensuite découpées à des longueurs et des poids spécifiques en fonction des exigences finales du tube..
Recuit
Le recuit est utilisé pour ramollir le métal avant d’autres processus de travail à froid ou de fabrication, et améliore la microstructure métallurgique globale du tube. Pendant la réduction du tube ou l’étirage à froid, Il peut devenir dur et un peu fragile. Pour pouvoir tirer à nouveau le tube, Les contraintes formées pendant le travail à froid doivent être éliminées pour ramener le matériau à son état normal.
Pendant le recuit, le tube est chauffé à une température contrôlée (jusqu’à 1200 °C) et temps de trempage. Grâce à ce processus, le tube reste en forme, Mais les grains dans la structure du tube se reforment en un motif régulier non stressé. Le tube recuit résultant est plus souple et convient au redessin.
Nos procédés de recuit et de traitement thermique étroitement contrôlés sont régulièrement audités par notre, médical, et clients de l’aérospatiale.
Redressage
L’étirage et le recuit entraînent généralement un certain degré d’inclinaison, produisant une légère courbure dans le tube. Chez Baosheng Tube, nous utilisons plusieurs redresseurs mécaniques à rouleaux dans la première étape de finition. Le lisseur applique une pression et une flexion sur le produit afin d’éliminer les courbures ou les arcs, résultant en un niveau de rectitude de 1,00 mm par mètre, ou mieux. Le redressement peut introduire de légères modifications de la taille et des propriétés mécaniques du tube, Ces aspects sont donc très soigneusement contrôlés au cours du processus..
Polissage/meulage OD
Lorsque spécifié par nos clients, Nous pouvons polir ou meuler le diamètre extérieur de leurs tubes à l’aide de plusieurs rectifieuses à bande de tête. Le polissage est fait pour améliorer l’aspect cosmétique de la surface, offrant un, Finition de surface uniforme. Le meulage à bande est utilisé pour enlever une petite quantité de métal de l’OD afin d’éliminer les défauts et les imperfections mineurs, qui peuvent résulter du travail à froid. Le polissage et le meulage réduisent le diamètre extérieur final et les dimensions de la paroi, Ainsi, des contrôles précis sont utilisés pour assurer une taille uniforme avec une finition de surface de très haute qualité.
Grenaillage ID Grit
Le grenaillage est utilisé pour conditionner la surface d’identification, similaire à la façon dont le meulage conditionne la surface OD. Un milieu abrasif est forcé à travers le tube à l’aide d’air comprimé, résultant en une finition de surface uniforme exempte de défauts mineurs de travail à froid. Le grenaillage peut modifier à la fois la taille de l’ID et l’épaisseur de la paroi, Donc, une fois de plus, nous utilisons des contrôles précis pour assurer une taille uniforme. Une finition de très haute qualité est obtenue. Essais et inspections non destructifs
Baosheng Tube inspecte tous les lots de tubes avant l’expédition pour s’assurer que tous les aspects de la commande du client ont été respectés. Nos capacités d’inspection internes comprennent ::
- Vérification de l’identité de l’alliage (Identification positive des matériaux, ou PMI)
- Inspection visuelle
- Inspection dimensionnelle à l’aide de techniques sans contact telles que les micromètres laser et les jauges d’air dans la mesure du possible
- Essais de rugosité de surface
- Tests ultrasoniques par immersion selon des normes rigoureuses
- Bobine encerclante Test de courants de Foucault
- Ressuage
- Test de pression hydrostatique
- Test de pression d’éclatement
- Essais mécaniques et métallurgiques destructifs:– Élasticité– Résistance à la traction ultime– Élongation– Essais de dureté Rockwell et Knoop– Analyse métallographique pour la granulométrie, structure, micro-propreté, et défauts– Tests de manipulation tels que la flexion, aplatissement, et torchage
- Nous travaillons également avec plusieurs laboratoires indépendants qualifiés qui peuvent effectuer des essais métallurgiques supplémentaires non énumérés ci-dessus., si requis par nos clients
Toutes les expéditions comprennent un certificat de test complet indiquant tous les résultats de test requis et vérifiant la conformité aux exigences de la commande.
Estampage/étiquetage
Tous les produits seront identifiés conformément à vos exigences. Les timbres comprennent généralement des informations telles que notre numéro de lot, Nombre de chaleur de la matière première, taille, matériel et autres informations pertinentes. Pour de nombreux produits, cette information est indiquée à l’encre amovible le long du tube dans le lot.. Pour les produits trop petits ou trop minces, L’information peut être incluse sur les étiquettes des matériaux ou des boîtes.
Emballage
Les longueurs droites de tubes étirés peuvent être manchonnées individuellement dans du papier ou du plastique et / ou emballées dans nos entretoises en carton uniques pour garantir qu’aucun dommage ne se produise pendant le transport. Les tubes enroulés sont emballés horizontalement à l’aide de séparateurs en papier ou en carton pour éviter tout contact tube à tube. Tous les tubes sont emballés dans des caisses en bois doublées de papier artisanal ciré, Boîtiers renforcés à trois parois revêtus d’argile, ou des boîtes en carton standard. Des embouts en plastique qui empêchent les corps étrangers de pénétrer à l’intérieur des tubes sont également disponibles sur demande.
Expédition
Sur demande, Nous pouvons organiser l’expédition et la livraison à votre quai, ou expédier vos tubes à un tiers et, si nécessaire, peut organiser des expéditions accélérées. Nous exportons actuellement vers plus de 30 pays du monde entier et utilisent les Incoterms® comme cadre international pour l’expédition.
Si des questions,Vous êtes plus que bienvenu pour contacter sales@grandsteeltube.com
Produits connexes
-

 Lire la suiteAperçu
Lire la suiteAperçu1.4404 Tubes sanitaires en acier inoxydable
Les tubes sanitaires en acier inoxydable sont utilisés pour la laiterie, nourriture, et les industries des boissons ont besoin d’un tube de plus grande pureté que le grade d’instrumentation standard. Les tubes sanitaires en acier inoxydable offrent une identification et une DO hautement polies pour assurer la propreté afin d’éviter le piégeage des particules. Baosheng propose un produit de tuyauterie domestique fabriqué en utilisant un processus de soudage TIG de pointe ou un processus d’étirage à froid sans soudure pour produire un tube de haute qualité présentant la qualité d’ajustement et de finition supérieure nécessaire pour assurer un système de boissons sans problème.
Si des questions,Veuillez contacter sales@grandsteeltube.com
-

 Lire la suiteAperçu
Lire la suiteAperçuPetit tube rectangulaire en acier inoxydable
-
 Lire la suiteAperçu
Lire la suiteAperçuTubes soudés enroulés en acier inoxydable
Tubes en acier inoxydable en bobines et sur bobines utilisés pour les lignes de commande, Lignes d’injection chimique, ombilicaux ainsi que systèmes hydrauliques et d’instrumentation.
Utilisé pour une variété de systèmes de circulation pour différents gaz et fluides, Les tubes hélicoïdaux permettent des installations de tubes de longue longueur sans avoir besoin d’assembler des raccords. Baosheng produit des tubes en bobine d’acier inoxydable sans soudure / soudés et peut les fournir dans de longues longueurs de broyage ou coupés à longueur dans des sections aussi courtes que cinquante pieds. Ces produits ont une applicabilité industrielle pour la pétrochimie, Traçage thermique de la production d’huile,
Les tubes à bobine d’acier inoxydable soudés sont largement utilisés pour une variété de systèmes de circulation pour différents gaz et fluides, Les tubes hélicoïdaux permettent des installations de tubes de longue longueur sans avoir besoin d’assembler des raccords. Baosheng offre des tubes à bobine soudés et sans soudure et peut les fournir en longues longueurs de broyage ou coupés à longueur dans des sections aussi courtes que cinquante pieds. Ces produits ont une applicabilité industrielle pour la pétrochimie, Traçage thermique de la production d’huile, Applications géothermiques et de mesure de débit.
-
 Lire la suiteAperçu
Lire la suiteAperçuTube en acier inoxydable à paroi super mince
Applications:
1)Cylindre fin: Gaz, air, huile, Réseau d’eau potable;Vis de refroidissement;Tubes pour cintreuses;Compresseur;Traitement très fin ,etc.
2)Machine précise / instrument: Industrie des semi-conducteurs (Conduite de gaz de haute pureté / Instruments) ;Électronique précise / électrique / pièces automobiles;Pièces pour instruments de mesure;Arbre précis; Rouleau;Pièces médicales pour l’orthodontie, etc.
3)Tubes pour l’alimentation/l’hygiène.
4)Échangeur: Chaudière; Générateur nucléaire;Ligne de fabrication de produits chimiques;Plantes spéciales,etc.Si vous avez des questions,Vous êtes plus que bienvenu pour contacter sales@grandsteeltube.com
-

 Lire la suiteAperçu
Lire la suiteAperçuTube en U inoxydable sans soudure
U-Tubing utilise dans le pipeline de transfert de chaleur de l’échangeur de chaleur, surchauffeur, chauffe-eau d’alimentation et radiateur, Il a de nombreuses applications dans l’essence, chimique, Production d’énergie thermique et industrie nucléaire. U-Tubing à Baosheng, avec une large gamme de tailles, acier inoxydable austénitique commun tel que 304/304L、316/316L、321、347 et ainsi de suite, le Min. rayon de courbure R≥1.5D; pour acier inoxydable duplex tel que UNS S31500、UNS S31803、UNS S32205 et ainsi de suite, le Min. rayon de courbure R≥2.0D.
Si des questions,Veuillez contacter sales@grandsteeltube.com
-
 Lire la suiteAperçu
Lire la suiteAperçuTubes en acier inoxydable de forme sans soudure
-

 Lire la suiteAperçu
Lire la suiteAperçuTuyau en acier inoxydable sans soudure à paroi épaisse
(1) Standard: ASTM/ASME A789/SA789, A790/SA790
(2) Grade: 1.4301,1.4306,1.4401,1.4404, S31803, etc.
(3) Plage OD:21.3-88.9 mm,Gamme WT: 6.35-20 mm
(4) Longueur: Longueur inflexible ou longueur fixe, 1-12 Mètres
(5) Marquage: Qualité de matériau, standard, spécification, chaleur Non.
(6) Colis: Paquet de bandes à tricoter, boîte en bois ou boîte en acier
(7) Certificat d’essai de laminoir: selon EN 10204 3.1
Si des questions,Veuillez contacter sales@grandsteeltube.com
-
 Lire la suiteAperçu
Lire la suiteAperçuTuyau d’injection chimique de fond de trou
Incoloy 825 Le tube capillaire a une excellente résistance à la corrosion par l’acide sulfurique et l’acide phosphorique, corrosion intergranulaire après soudage. Il ne conduira pas à la fissuration par corrosion sous contrainte de chlorure. Avec une excellente résistance à la corrosion par piqûres et à la corrosion caverneuse dans un environnement de milieu contenant des ions chlorure, Il présente une grande résistance à la corrosion sous contrainte sous milieu de solution de sel de chlorure de sodium. De plus,, Il a une résistance élevée et une bonne ténacité.
Si des questions,Veuillez contacter sales@grandsteeltube.com
-

 Lire la suiteAperçu
Lire la suiteAperçuGrand tuyau en acier inoxydable sans soudure OD
(1) Standard: ASTM/ASME A789/SA789, A790/SA790
(2) Grade: 1.4301,1.4306,1.4401,1.4404, S31803, etc.
(3) Plage OD:101.60mm-1066.00 mm,Gamme WT: 1.65mm-20.00mm
(4) Longueur: Longueur inflexible ou longueur fixe, 1-12 Mètres
(5) Marquage: Qualité de matériau, standard, spécification, chaleur Non.
(6) Colis: Paquet de bandes à tricoter, boîte en bois ou boîte en acier
(7) Certificat d’essai de laminoir: selon EN 10204 3.1
(8) Applications: Échangeurs de chaleur dans les industries de raffinage; Usines pétrochimiques; Industries du papier et de la pâte; Industries du sucre et des boissons
Si des questions,Veuillez contacter sales@grandsteeltube.com
-
 Lire la suiteAperçu
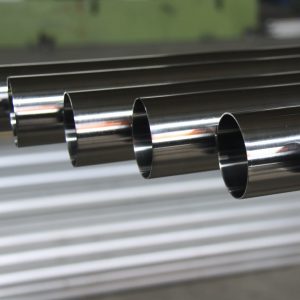
Lire la suiteAperçuTubes cylindriques en acier inoxydable
Le tube de cylindre pneumatique en acier inoxydable est produit en acier inoxydable sans soudure ou soudé grâce à un processus de production minutieux.
Grade principal:TP304/304L, TP316/316L,1.4301,1.4304,1.4401,1.4404
Taille:OD9.53mm-131mm avec WT: 0.635-5mm. 3M ou 6M comme longueur.
ASTM A269 et avec la tolérance d’identification H10 ou H11.
La rugosité OD ≤Ra 0.8 et ID ≤8 Ra 0.4
Grand peut répondre aux propriétés mécaniques comme la dureté,
Traction, Élasticité, allongement et ovalité, etc..
Si des questions,Veuillez contacter sales@grandsteeltube.com