








Erittäin tarkka ruostumaton putki
Weldrawed-putkien valmistusprosessimme alkaa kylmävalssatulla metallinauhalla, tela, joka on muodostettu putkimaiseen muotoon ja sauma hitsattu ilman lisäainetta. As-hitsatun putken kokoa pienennetään sitten useita kertoja erilaisilla kylmätyötekniikoilla, kunnes saavutetaan tarkka koko, Toleranssit, ja lieventää asiakkaidemme vaatimuksia.
Jokaisen kylmän työjakson jälkeen putket leikataan, puhdistetaan ja lämpökäsitellään valmisteltaessa seuraavaa kylmätyövaihetta. Ennen lopullisen koon saavuttamista, Weldrawed-tuotteemme käyvät läpi vähintään kaksi vetosykliä, mikä vähentää niiden poikkipinta-alaa vähintään 40% hitsauksen jälkeen.
Valmistusprosessimme käyttää lisäarvoa tuottavien vaiheiden yhdistelmää tuottaakseen korkealaatuisimman letkun, joka täyttää asiakkaamme toimittamat tarkat vaatimukset. Putkia voidaan luoda eri kokoisina ja muotoisina monenlaisista seoksista. Lyhyt kuvaus tuotannon aikana käyttämistämme toiminnoista löytyy alta.
Jos sinulla on kysyttävää,ota yhteyttä sales@grandsteeltube.com
- Kuvaus: __________
- Baosheng's Advantage
- Eritelmät
- Kysely
Forming & Welding
A precision cold rolled strip, slit to our specified thickness and width, is fed through a series of contoured roll stands. These progressively form the strip into tubular shape. The formed strip is then fed through the weld box, where a single torch fuses the edges together using a Tungsten Inert Gas (TIG) welding process. Fine control over welding parameters – torch settings, gas flow, material speed, jne – enables us to weld a wide range of specialty alloys while ensuring high integrity of the weld zone. After welding, the as-welded tube shells are then cut to specific lengths and weights according to the final tube requirements.
Pilgering
Sometimes used to process as-welded tubes, pilgering reduces the size of the tube across three dimensions – outside diameter (OD), internal diameter (ID) and wall thickness. We roll a die set with a tapered groove across the outside of the tube while supporting the inside diameter using a taper-matched, hardened steel mandrel. In a single cold working step, we can achieve a significant reduction in cross-sectional area while minimizing material loss and, most importantly, improving the material’s microstructure.
Tube Rolling
Like pilgering, tube rolling also uses compression to reduce the size of welded tubes. Kuitenkin, while pilgering uses a pair of grooved, tapered dies to work the metal over a tapered mandrel, tube rolling utilizes one or two sets of rolls with constant cross-section grooves on the circumference of the tube. Tavallisesti, the process employs a cylindrical mandrel with little or no taper. The rolls are driven by rack and pinion gears of different radii along profiled cams, completing multiple 360º rotations around the tube.
Tube rolling is a very precise method of reducing very thin walled and/or smaller diameter tubes, and is often used as the final cold working step. By rolling, we’re able to achieve exceptional control over dimensional tolerances and surface finish while also minimizing material loss and improving the metal’s microstructure. Because it uses compression, tube rolling is well suited to processing unique metals like titanium and zirconium alloys.
Our tube rolling capabilities include both classic 3-roll (single roll set) tube rollers and an advanced 5-roll (2 roll sets) approach that Baosheng Tube developed and patented.
Cold Drawing
Typically used for the initial cold work following welding, cold drawing reduces the diameter by pulling the tube through a die that is smaller than the tube. In order to fit the tube into the die, one end is ‘swaged’ or ‘tagged’ thereby reducing the diameter of the leading end before drawing. Next, the narrowed end is passed through the die and clamped to a drawing trolley which pulls the tube through the die. After drawing the ‘tag’ is cropped from the tube end prior to cleaning.
Baosheng Tube employs three types of cold drawing techniques:
Sink Drawing
This is the simplest of the three drawing methods, as there is no tooling to support the ID surface. The tube is drawn through a die made of polished tool steel or industrial diamond, thereby reducing its inside and outside diameters. Our specialized lubrication and application techniques, combined with our proprietary die profiles, enable the OD surface to become smoother as the tube is drawn. Since the inside diameter is not constrained, the wall thickness of the tube will normally increase during drawing, and the ID surface finish will normally become rougher during a sink draw.
Rod Drawing
Rod drawing is our most commonly used cold draw method, primarily for intermediate or in-process drawing stages, where both the outside diameter and wall thickness are reduced at the same time. The tube is loaded over a hardened steel mandrel rod and both are then drawn through a die. This squeezes the tube onto the rod, reducing the outside diameter and thinning the wall simultaneously. The die and mandrel determine the size of the drawn tube, which is then slightly expanded by applying pressure to the outside of the tube so that the rod can be removed. Since larger reductions in cross-sectional area can be achieved by rod drawing, this method is used for mid-process stages to reduce tube sizes prior to the final drawing cycle.
Plug Drawing
This type of drawing is used to achieve the best possible surface finish and the greatest control over both dimensions and final temper. The outside diameter and wall thickness of the tube are both reduced during plug drawing, as the tube travels through a die and over a stationary plug/mandrel made of high grade tool steel. The plug or mandrel has a polished surface and is attached to a fixed back rod, which is carefully positioned within the drawing die. The tube is loaded over the mandrel/back rod. As the tube passes through the die, the burnishing action of the metal flowing over the stationary plug imparts a high tolerance surface finish inside the tube.
When properly lubricated and prepared, the ID will show very few flaws and finishes of 16 RMS or better can be achieved. Plug drawing is normally chosen for the final draw stage because it achieves a high quality surface finish, exceptional dimensional control, and positive influence on tensile strength requirements.
Shaping
Our weld-drawn tubes can be produced in almost any profile. For further details please contact our product teams.
Degreasing-cleaning
As part of our efforts to develop and implement more environmentally friendly processes, Superior Tube eliminated the use of TriChlorethylene (TCE) as a degreasing agent in 2008, replacing it with an equally effective but safer solvent called n-Propyl Bromide (nPB). Due to increasing concerns and the risks associated with the use of TCE, we invested significant effort in searching for a safer solvent that would not compromise the exceptional product quality upon which we have built our reputation.
While our switch to nPB has been very positive for our business, we recognize that our responsibility to protect the environment is an on-going effort, and we are continuing our development efforts to further improve the safety and reduce the environmental impact of our tube cleaning processes.
Hehkutus
Annealing is used to soften the metal before further cold working or fabrication processes, and improves the overall metallurgical microstructure of the tube. During tube reduction or cold drawing, it can become hard and somewhat brittle. To be able to draw the tube again, stresses formed during cold working need to be removed to return the material to its normal state.
During annealing the tube is heated to a controlled temperature (up to 2100°F) and soak time. Through this process the tube remains in shape, but the grains in the structure of the tube reform into a regular unstressed pattern. The resulting annealed tube is softer and suitable for redrawing.
Our closely controlled annealing and heat treat processes are audited regularly by our nuclear, medical, and aerospace customers.
Straightening
Drawing and annealing generally results in some degree of bowing, producing a slight bend in the tubing. At Superior Tube we use multiple roll mechanical straighteners in the first stage of finishing. The straightener applies pressure and flex to the product in order to remove bends or bows, resulting in a straightness level of 0.010” per foot, or better. Straightening can introduce slight changes to the size and mechanical properties of the tubing, so these aspects are very carefully controlled during the process.
OD Polishing/Grinding
When specified by our customers, we can polish or grind the outside diameter of their tubes using multiple head belt grinding machines. Polishing is done to improve the cosmetic appearance of the surface, providing a bright, uniform surface finish. Belt grinding is used to remove a small amount of metal from the OD in order to eliminate minor flaws and imperfections, which may result from cold working. Both polishing and grinding reduce the final outside diameter and wall dimensions, so precise controls are used to ensure a uniform size with an extremely high quality surface finish.
ID Grit blasting
Grit blasting is used to condition the ID surface, similar to the way grinding conditions the OD surface. An abrasive medium is forced through the tube using compressed air, resulting in a uniform surface finish free of minor cold working flaws. Grit blasting can alter both the ID size and wall thickness, so once again we use precise controls to ensure a uniform size. An extremely high quality finish is achieved. Non destructive testing and inspection
Baosheng Tube inspects all lots of tubing before shipment to ensure that every aspect of the customer’s order has been met. Our in-house inspection capabilities include:
- Alloy identity verification (Positive Material Identification, or PMI)
- Visual inspection
- Dimensional inspection using non-contact techniques such as laser micrometers and air gages whenever possible
- Surface roughness testing
- Immersion ultrasonic testing to exacting standards
- Encircling coil Eddy Current testing
- Dye penetrant examination
- Hydrostatic pressure testing
- Burst pressure testing
- Destructive mechanical and metallurgical testing:– Saanto lujuus– Ultimate Tensile Strength– Venymä– Rockwell and Knoop Hardness testing– Metallographic analysis for grain size, structure, micro-cleanliness, and flaws– Manipulation testing such as bending, flattening, and flaring
- We also work with several qualified independent labs that can perform additional metallurgical testing not listed above, if required by our customers
All shipments include a full Test Certificate showing all required test results and verifying compliance with the order requirements.
Stamping/Labeling
All products will be identified in accordance with you requirements. Stamps usually include information such as our lot number, raw material heat number, Mitat, material and other pertinent information. For many products this information is marked in removable ink along the length of the tubing in the lot. For those products that are too small or too thin, the information can be included on material tags or box labels.
Pakkaaminen
Straight lengths of weldrawn tubing can be individually sleeved in paper or plastic and/or packaged in our unique cardboard spacers to ensure no damage occurs during transit. Coiled weldrawn tubes are horizontally packed using paper or cardboard separators to prevent tube-to-tube contact. All tubing is packed in either wooden crates lined with wax craft paper, tri-wall clay-coated reinforced cases, or standard cardboard boxes. Plastic end caps that prevent foreign material from getting inside the tubes are also available upon request.
Shipment
When requested, we can arrange for shipment and delivery to your dock, or ship your tubes to a third party and, if needed, can arrange for expedited shipments. We currently export to over 30 countries all over the world and use Incoterms® as our international framework for shipping.
Jos tarvitset lisätietoja,ota yhteyttä sales@grandsteeltube.com
1. Production of high precision stainless steel tubes since 2005
2. Yhteistyö eurooppalaisten asiakkaiden kanssa,Länsi-Aasia,Pohjois-Amerikka,Etelä-Amerikka vuodesta 2009 jne
3. Näytteet voidaan toimittaa 10 päivää vahvistuksen jälkeen
4. 50 päivää tuotantojaksona ja toimitus tilausvahvistuksen jälkeen.
5. 20,000 meters of high precision stainless steel tubes in stock.
6. 300 kokoja voidaan tarjota OD: ltä:6mmxWT:0.5mm - OD:131mmxWT:5mm
7. Kolmannen osapuolen tarkastus, kuten:TÜV,BV,SGS,jne hyväksytty
8. Ammattitaitoinen tiimi auttaa erityisiä putkivaatimuksiasi.
9. Muita vastaavia putkia voidaan tarjota :bright annealed stainless tubes,hitsatut ruostumattomasta teräksestä valmistetut putket;jne
Jos sinulla on kysyttävää,olet enemmän kuin tervetullut ottamaan yhteyttä sales@grandsteeltube.com
Prosessin reitityksen synopsis: quality cold rolled stainless steel strips →welding into tubes→ cold rolling→ bright heat treatment without oxidization (NBK-tila) →cold drawn→cold rolling→ nondestructive testing. In the wall honing and inside flushing under the high pressure→ plastic capping on both ends.
Pääpiirteet: korkea tarkkuus, erinomainen kirkkaus, ei hapettumista ulko- ja sisäseinissä lämpökäsittelyn jälkeen, korkea puhtaus seinän sisällä. Teräsputki kestää korkeaa painetta. Ei muodonmuutoksia kylmän taivutuksen jälkeen, ei halkeamia soihdun ja litistymisen jälkeen . Monimutkainen geometrinen muovaus ja koneistus voidaan toteuttaa. Putken väri: harmaa valkoisella.
Pääsovellus: Käytetään hydraulijärjestelmässä, auto ja tilanteessa, jossa korkea tarkkuus, kirkkaus, putken puhtaus ja mekaaniset ominaisuudet vaaditaan.
Main grades:
SUS304,SUS304L,SUS316,SUS316L,SUS316Ti,jne
Delivery Status:
Annealed & Pickled+Polish,Bright Annealed+Polish,Hard condition+Polish
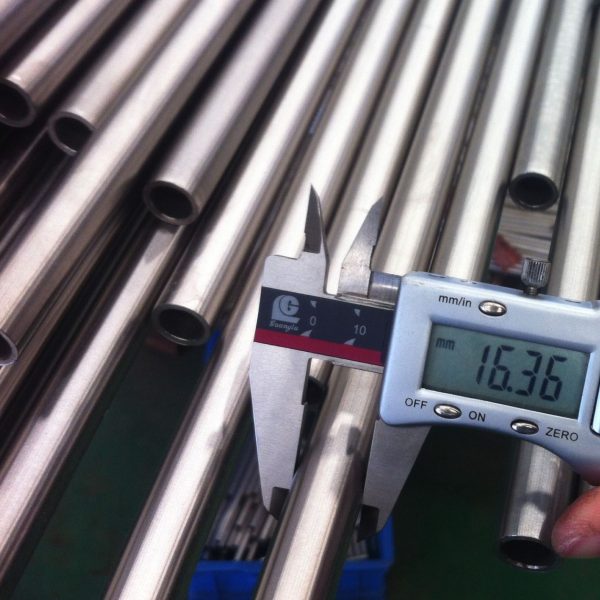
Eritelmät:
6.00~219.00mm x 0.5~10.00mm
Forming & Welding
A precision cold rolled strip, slit to our specified thickness and width, is fed through a series of contoured roll stands. These progressively form the strip into tubular shape. The formed strip is then fed through the weld box, where a single torch fuses the edges together using a Tungsten Inert Gas (TIG) welding process. Fine control over welding parameters – torch settings, gas flow, material speed, etc – enables us to weld a wide range of specialty alloys while ensuring high integrity of the weld zone. After welding, the as-welded tube shells are then cut to specific lengths and weights according to the final tube requirements.
Hehkutus
Annealing is used to soften the metal before further cold working or fabrication processes, and improves the overall metallurgical microstructure of the tube. During tube reduction or cold drawing, it can become hard and somewhat brittle. To be able to draw the tube again, stresses formed during cold working need to be removed to return the material to its normal state.
During annealing the tube is heated to a controlled temperature (up to 1200 °C) and soak time. Through this process the tube remains in shape, but the grains in the structure of the tube reform into a regular unstressed pattern. The resulting annealed tube is softer and suitable for redrawing.
Our closely controlled annealing and heat treat processes are audited regularly by our nuclear, medical, and aerospace customers.
Straightening
Drawing and annealing generally results in some degree of bowing, producing a slight bend in the tubing. At Baosheng Tube we use multiple roll mechanical straighteners in the first stage of finishing. The straightener applies pressure and flex to the product in order to remove bends or bows, resulting in a straightness level of 1.00mm per meter, or better. Straightening can introduce slight changes to the size and mechanical properties of the tubing, so these aspects are very carefully controlled during the process.
OD Polishing/Grinding
When specified by our customers, we can polish or grind the outside diameter of their tubes using multiple head belt grinding machines. Polishing is done to improve the cosmetic appearance of the surface, providing a bright, uniform surface finish. Belt grinding is used to remove a small amount of metal from the OD in order to eliminate minor flaws and imperfections, which may result from cold working. Both polishing and grinding reduce the final outside diameter and wall dimensions, so precise controls are used to ensure a uniform size with an extremely high quality surface finish.
ID Grit blasting
Grit blasting is used to condition the ID surface, similar to the way grinding conditions the OD surface. An abrasive medium is forced through the tube using compressed air, resulting in a uniform surface finish free of minor cold working flaws. Grit blasting can alter both the ID size and wall thickness, so once again we use precise controls to ensure a uniform size. An extremely high quality finish is achieved. Non destructive testing and inspection
Baosheng Tube inspects all lots of tubing before shipment to ensure that every aspect of the customer’s order has been met. Our in-house inspection capabilities include:
- Alloy identity verification (Positive Material Identification, or PMI)
- Visual inspection
- Dimensional inspection using non-contact techniques such as laser micrometers and air gages whenever possible
- Surface roughness testing
- Immersion ultrasonic testing to exacting standards
- Encircling coil Eddy Current testing
- Dye penetrant examination
- Hydrostatic pressure testing
- Burst pressure testing
- Destructive mechanical and metallurgical testing:– Saanto lujuus– Ultimate Tensile Strength– Venymä– Rockwell and Knoop Hardness testing– Metallographic analysis for grain size, structure, micro-cleanliness, and flaws– Manipulation testing such as bending, flattening, and flaring
- We also work with several qualified independent labs that can perform additional metallurgical testing not listed above, if required by our customers
All shipments include a full Test Certificate showing all required test results and verifying compliance with the order requirements.
Stamping/Labeling
All products will be identified in accordance with you requirements. Stamps usually include information such as our lot number, raw material heat number, Mitat, material and other pertinent information. For many products this information is marked in removable ink along the length of the tubing in the lot. For those products that are too small or too thin, the information can be included on material tags or box labels.
Pakkaaminen
Straight lengths of weldrawn tubing can be individually sleeved in paper or plastic and/or packaged in our unique cardboard spacers to ensure no damage occurs during transit. Coiled weldrawn tubes are horizontally packed using paper or cardboard separators to prevent tube-to-tube contact. All tubing is packed in either wooden crates lined with wax craft paper, tri-wall clay-coated reinforced cases, or standard cardboard boxes. Plastic end caps that prevent foreign material from getting inside the tubes are also available upon request.
Shipment
When requested, we can arrange for shipment and delivery to your dock, or ship your tubes to a third party and, if needed, can arrange for expedited shipments. We currently export to over 30 countries all over the world and use Incoterms® as our international framework for shipping.
Jos sinulla on kysyttävää,olet enemmän kuin tervetullut ottamaan yhteyttä sales@grandsteeltube.com
Aiheeseen liittyvät tuotteet
-

 Lue LisääPikakatselu
Lue LisääPikakatselu1.4404 Saniteetti ruostumattomat putket
Saniteettiruostumattomia teräsputkia käytetään meijerissä, ruoka, ja juomateollisuus vaativat korkeamman puhtauden letkun kuin tavallinen instrumentointilaatu. Saniteettiruostumaton letku tarjoaa erittäin kiillotetun ID: n ja OD: n puhtauden varmistamiseksi hiukkasten juuttumisen estämiseksi. Baosheng tarjoaa kotimaisen letkutuotteen, joka hyödyntää uusinta TIG-hitsausta tai saumatonta kylmävetoprosessia korkealaatuisen putken tuottamiseksi, jolla on erinomainen istuvuus ja viimeistelylaatu, jota tarvitaan ongelmattoman juomajärjestelmän varmistamiseksi.
Jos sinulla on kysyttävää,ota yhteyttä sales@grandsteeltube.com
-

 Lue LisääPikakatselu
Lue LisääPikakatseluMikroreikäiset ruostumattomat putket
Polttoaineen ruiskutusputkia käytetään suuria määriä kaikenlaisissa autojen dieselmoottoreissa, Alukset, rakennuslaitteet, ja maatalouskoneet. Tarjoamme laajan valikoiman polttoaineen ruiskutusputkia puristimilla tai ilman, joita käytetään laajasti autoteollisuudessa. Nämä valmistetaan korkealaatuisista materiaaleista, jotka antavat äärimmäisen kestävyyden. Nämä polttoaineen ruiskutusputket, jotka on valmistettu korkealaatuisesta raaka-aineesta, tarkastetaan tiukasti laatuparametrien suhteen, Ulottuvuus ja puhtaus.
Jos sinulla on kysyttävää,ota yhteyttä sales@grandsteeltube.com
-

 Lue LisääPikakatselu
Lue LisääPikakatseluSaumaton ruostumaton kelaputki
Saumattomia ruostumattomasta teräksestä valmistettuja kelaputkia käytetään erilaisissa kiertojärjestelmissä erilaisille kaasuille ja nesteille, Kelaputket tarjoavat mahdollisuuden pitkiin putkiasennuksiin ilman liittimien liittämistä. Baosheng tarjoaa sekä hitsattuja että saumattomia kelaputkia ja voi toimittaa niitä pitkinä myllypituuksina tai leikattuina jopa viidenkymmenen jalan pituisina osina. Nämä tuotteet soveltuvat petrokemian teollisuuteen, Öljyntuotannon saattolämmitys, Maalämpö- ja virtausmittaussovellukset.
Öljy & Kaasu – Kemialliset ruiskutus- ja hydrauliset ohjauslinjat ala- ja vedenalaisissa sovelluksissa. Letkumme ovat auttaneet joitakin tunnetuimmista öljykenttien huoltoyrityksistä vähentämään käyttökustannuksia ja parantamaan tehokkuutta.
Kemiallinen käsittely – Kun kriittiset nesteet siirretään kemiallisessa prosessiympäristössä, saumaton putkemme eliminoi täyteaineen mahdollisuuden hilseillä ja jäädä loukkuun, mikä johtaa epätarkkoihin mittauksiin tai järjestelmän yleiseen rikkoutumiseen.
Vaihtoehtoinen energia - Kelattu letku vedyn tankkausasemille, CNG-siirto, LNG-siirto, Maalämpö- ja aurinkoastiat.
Ilmakehä ja avaruus & Puolustus – Tarjoamme korkealaatuisia saumattomia MIL-Spec-ruostumattomia teräsputkia esimerkiksi lentokoneiden runkoihin, Polttoaineletkut, Kaasun paluuputket automaattisille aseille ja hydraulijohdoille.
Jos sinulla on kysyttävää,ota yhteyttä sales@grandsteeltube.com
-

 Lue LisääPikakatselu
Lue LisääPikakatseluSähkökiillotettu ruostumaton teräsputki
Electro Polished on "käänteinen pinnoitus" -prosessi, jossa käytetään sähkökemiallista ratkaisua ruostumattomasta teräksestä valmistetun putken ulkokerroksen poistamiseen. Poistamalla yhtenäinen kerros ruostumatonta teräsputkea, Elektrolyyttinen kiillotusprosessi poistaa myös siihen upotetut epäpuhtaudet, lämpösävy ja oksidiasteikko, mikro halkeamia, Laikat, Kuoppia, ja muut pintavirheet, jotka voivat vaarantaa osan suorituskyvyn ja kestävyyden
Elektrolyyttisesti kiillotettu ruostumattomasta teräksestä valmistettu letku valmistetaan erityisesti 300 ja 400 sarja ruostumaton teräs, joka parantaa osan korroosionkestävyyttä, mikä jättää kestävän kirkkaan pinnan. Toisin kuin passivointi, elektrolyyttinen kiillotus voidaan suorittaa kaikille ruostumattomalle teräkselle, mikä antaa sen osille kaikenlaisen korroosionkestävyyden pelkkää passivointia paremman – elektrolyyttisesti kiillotetut osat ovat 30 kertaa korroosionkestävämpi kuin passiiviset. Tasaisen pintametallikerroksen liuottamisprosessi on tehokkaampi ja aggressiivisempi, koska se on erittäin kontrolloitu ja sitä voidaan käyttää poistamaan niin vähän kuin .02" pintamateriaalia.
-
 Lue LisääPikakatselu
Lue LisääPikakatseluHitsatut ruostumattomat kelatut putket
Ruostumattomasta teräksestä valmistetut putket keloissa ja keloissa, joita käytetään ohjausjohdoissa, kemialliset ruiskutuslinjat, umbilikaalit sekä hydrauliikka- ja instrumentointijärjestelmät.
Käytetään erilaisissa kiertojärjestelmissä eri kaasuille ja nesteille, Kelaputket tarjoavat mahdollisuuden pitkiin putkiasennuksiin ilman liittimien liittämistä. Baosheng tuottaa saumattomia / hitsattuja ruostumattomia kelaputkia ja voi tarjota niitä pitkinä myllypituuksina tai leikattuina jopa viidenkymmenen jalan pituisina osina. Nämä tuotteet soveltuvat petrokemian teollisuuteen, Öljyntuotannon saattolämmitys,
Hitsattuja ruostumattomia kelaputkia käytetään laajalti erilaisissa kiertojärjestelmissä erilaisille kaasuille ja nesteille, Kelaputket tarjoavat mahdollisuuden pitkiin putkiasennuksiin ilman liittimien liittämistä. Baosheng tarjoaa sekä hitsattuja että saumattomia kelaputkia ja voi toimittaa niitä pitkinä myllypituuksina tai leikattuina jopa viidenkymmenen jalan pituisina osina. Nämä tuotteet soveltuvat petrokemian teollisuuteen, Öljyntuotannon saattolämmitys, Maalämpö- ja virtausmittaussovellukset.
-

 Lue LisääPikakatselu
Lue LisääPikakatseluSaumaton kapillaari ruostumaton putki
1)Hieno sylinteri: Kaasu, ilma, öljy, juomavesijärjestelmä;Jäähdytysruuvi;Putket taivutuskoneita varten;Kompressori;erittäin hieno käsittely ,jne.
2)Tarkka kone / väline: Puolijohdeteollisuus (Erittäin puhdas kaasuputki / Välineitä) ;Tarkka elektroninen / sähköinen / Auton osat;Mittauslaitteiden osat;Tarkka akseli; Rulla;Lääketieteelliset osat oikomishoitoon, jne.
3)Putket ruokaa varten / Hygienia.
4)Lämmönsiirrin: Höyrykattila; Ydinvoiman generaattori;Kemikaalien valmistuslinja;Erityiset kasvit,jne.Jos sinulla on kysyttävää,ota yhteyttä sales@grandsteeltube.com
-

 Lue LisääPikakatselu
Lue LisääPikakatseluThick Walled Seamless Stainless Pipe
(1) Standardi: ASTM/ASME A789/SA789, A790/SA790
(2) Aste: 1.4301,1.4306,1.4401,1.4404, S31803 jne.
(3) OD-alue:21.3-88.9 mm,WT-alue: 6.35-20 mm
(4) Pituus: taipumaton pituus tai kiinteä pituus, 1-12 Metriä
(5) Merkitseminen: materiaalin laatu, standardi, spesifikaatio, lämpö Ei.
(6) Paketti: neulenauhan nippu, puinen laatikko tai teräslaatikko
(7) Myllyn testitodistus: EN:n mukaan 10204 3.1
Jos sinulla on kysyttävää,ota yhteyttä sales@grandsteeltube.com
-
 Lue LisääPikakatselu
Lue LisääPikakatseluPieni neliömäinen ruostumaton putki
Ruostumattomasta teräksestä valmistettua neliömäistä putkea ja suorakaiteen muotoista putkea kutsutaan yleisesti putkiteräkseksi tai rakenneputkeksi. Näihin viitataan myös onttona rakenneosana tai lyhyesti HSS: nä. Käytetään rakenteellisiin tarkoituksiin, neliömäinen putki, suorakaiteen muotoinen putki, I palkitsee, jne., Voidaan ostaa monista erityyppisistä teräksistä ja seoksista. Neliöputken valmistus on sama kuin putken valmistusprosessi, mutta tuote käy läpi sarjan muotoilutelineitä, täyttää lopullisen neliön vaatimukset.
Jos tarvitset lisätietoja,ota yhteyttä sales@grandsteeltube.com
-

 Lue LisääPikakatselu
Lue LisääPikakatseluSaumaton ruostumaton U-putki
U-letkujen käyttö lämmönvaihtimen lämmönsiirtoputkessa, tulistin, syöttövedenlämmitin ja jäähdytin, sillä on laajat sovellukset bensiinissä, kemiallinen, lämpövoiman tuotanto ja ydinvoimateollisuus. U-letkut kohteessa Baosheng, laajalla kokovalikoimalla, tavallinen austeniittinen ruostumaton teräs, kuten 304 / 304L、316/316L、321、347 ja niin edelleen, min. taivutussäde R≥1.5D; ruostumattomalle kaksipuoliselle teräkselle, kuten UNS S31500、UNS S31803、UNS S32205 ja niin edelleen, min. taivutussäde R≥2.0D.
Jos sinulla on kysyttävää,ota yhteyttä sales@grandsteeltube.com
-

 Lue LisääPikakatselu
Lue LisääPikakatseluHitsattu ruostumaton teräsputki
Ruostumattomasta teräksestä valmistettu hitsattu putki on ruosteenkestävä ja kestää erinomaisesti korkeita lämpötiloja. Se soveltuu hyvin käytettäväksi ympäristöissä, joissa on ankaria olosuhteita. Se tarjoaa ylivoimaista suorituskykyä sekä teollisuus- että siviilisovelluksissa, jne. Grand Steel tarjoaa korkealaatuisia ruostumattomasta teräksestä hitsattuja putkia eri materiaaleista, kuten: 304 ruostumattomasta teräksestä hitsattu putki ja 316 ruostumaton teräs hitsattu putki. Jos etsit tällaisia putkia projektiisi, Ota yhteyttä saadaksesi lisätietoja.
Meijerin vaativat ympäristöt, ruoka, ja juomateollisuus vaativat korkeamman puhtauden letkun kuin tavallinen instrumentointilaatu. Saniteettiruostumaton letku tarjoaa erittäin kiillotetun ID: n ja OD: n puhtauden varmistamiseksi hiukkasten juuttumisen estämiseksi. Baosheng tarjoaa kotimaisen letkutuotteen, joka hyödyntää uusinta laserhitsausta korkealaatuisen putken tuottamiseksi, jolla on erinomainen istuvuus ja viimeistelylaatu, jota tarvitaan ongelmattoman juomajärjestelmän varmistamiseksi.
Jos sinulla on kysyttävää,ota yhteyttä sales@grandsteeltube.com