



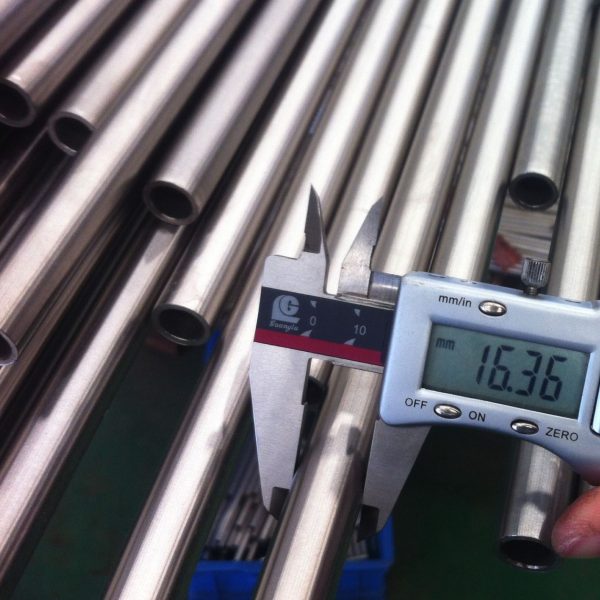





High Precision Stainless Tube
Our weldrawn tube manufacturing process begins with cold rolled strip of metal, roll formed into tubular shape and seam welded without the use of any filler material. The as-welded tube is then reduced in size a number of times through various cold working techniques until reaching the exact size, tolerances, and temper our customers require.
After each cold working cycle the tubes are cut, cleaned and heat treated in preparation for the next cold working step. Before reaching final size, our weldrawn products will undergo a minimum of two draw cycles reducing their cross-sectional area by at least 40% after welding.
Our manufacturing process employs a combination of value-added steps to produce the highest quality tubing that meets the exact specifications supplied by our customer. Tubes can be created in a variety of different sizes and shapes from a wide range of alloys. A brief description of the operations we use during production can be found below.
Se ajnaj demandoj,Bonvolu kontakti sales@grandsteeltube.com
- Priskribo
- Baosheng's Advantage
- Specifoj
- Enketo
Formante & Veldado
Preciza malvarma rulita strio, fendo al nia specifita dikeco kaj larĝo, estas nutrita tra serio de konturitaj rulstandoj. Tiuj laŭstadie formas la strion en tubforman formon. La formita strio tiam estas nutrita tra la veldkesto, kie ununura torĉo kunfandas la randojn kune uzante Tungsten Inertan Gason (TIG) velda procezo. Fine control over welding parameters – torch settings, fluo de gaso, materiala rapido, ktp – enables us to weld a wide range of specialty alloys while ensuring high integrity of the weld zone. Post veldado, la kiel-velditaj tubkonkoj tiam estas tranĉitaj al specifaj longoj kaj pezoj laŭ la finaj tubpostuloj.
Pilgering
Sometimes used to process as-welded tubes, pilgering reduces the size of the tube across three dimensions – outside diameter (DE), internal diameter (ID) and wall thickness. We roll a die set with a tapered groove across the outside of the tube while supporting the inside diameter using a taper-matched, hardened steel mandrel. In a single cold working step, we can achieve a significant reduction in cross-sectional area while minimizing material loss and, most importantly, improving the material’s microstructure.
Tube Rolling
Like pilgering, tube rolling also uses compression to reduce the size of welded tubes. Tamen, while pilgering uses a pair of grooved, tapered dies to work the metal over a tapered mandrel, tube rolling utilizes one or two sets of rolls with constant cross-section grooves on the circumference of the tube. Generally, the process employs a cylindrical mandrel with little or no taper. The rolls are driven by rack and pinion gears of different radii along profiled cams, completing multiple 360º rotations around the tube.
Tube rolling is a very precise method of reducing very thin walled and/or smaller diameter tubes, and is often used as the final cold working step. By rolling, we’re able to achieve exceptional control over dimensional tolerances and surface finish while also minimizing material loss and improving the metal’s microstructure. Because it uses compression, tube rolling is well suited to processing unique metals like titanium and zirconium alloys.
Our tube rolling capabilities include both classic 3-roll (single roll set) tube rollers and an advanced 5-roll (2 roll sets) approach that Baosheng Tube developed and patented.
Cold Drawing
Typically used for the initial cold work following welding, cold drawing reduces the diameter by pulling the tube through a die that is smaller than the tube. In order to fit the tube into the die, one end is ‘swaged’ or ‘tagged’ thereby reducing the diameter of the leading end before drawing. Next, the narrowed end is passed through the die and clamped to a drawing trolley which pulls the tube through the die. After drawing the ‘tag’ is cropped from the tube end prior to cleaning.
Baosheng Tube employs three types of cold drawing techniques:
Sink Drawing
This is the simplest of the three drawing methods, as there is no tooling to support the ID surface. The tube is drawn through a die made of polished tool steel or industrial diamond, thereby reducing its inside and outside diameters. Our specialized lubrication and application techniques, combined with our proprietary die profiles, enable the OD surface to become smoother as the tube is drawn. Since the inside diameter is not constrained, the wall thickness of the tube will normally increase during drawing, and the ID surface finish will normally become rougher during a sink draw.
Rod Drawing
Rod drawing is our most commonly used cold draw method, primarily for intermediate or in-process drawing stages, where both the outside diameter and wall thickness are reduced at the same time. The tube is loaded over a hardened steel mandrel rod and both are then drawn through a die. This squeezes the tube onto the rod, reducing the outside diameter and thinning the wall simultaneously. The die and mandrel determine the size of the drawn tube, which is then slightly expanded by applying pressure to the outside of the tube so that the rod can be removed. Since larger reductions in cross-sectional area can be achieved by rod drawing, this method is used for mid-process stages to reduce tube sizes prior to the final drawing cycle.
Plug Drawing
This type of drawing is used to achieve the best possible surface finish and the greatest control over both dimensions and final temper. The outside diameter and wall thickness of the tube are both reduced during plug drawing, as the tube travels through a die and over a stationary plug/mandrel made of high grade tool steel. The plug or mandrel has a polished surface and is attached to a fixed back rod, which is carefully positioned within the drawing die. The tube is loaded over the mandrel/back rod. As the tube passes through the die, the burnishing action of the metal flowing over the stationary plug imparts a high tolerance surface finish inside the tube.
When properly lubricated and prepared, the ID will show very few flaws and finishes of 16 RMS or better can be achieved. Plug drawing is normally chosen for the final draw stage because it achieves a high quality surface finish, exceptional dimensional control, and positive influence on tensile strength requirements.
Shaping
Our weld-drawn tubes can be produced in almost any profile. For further details please contact our product teams.
Degreasing-cleaning
As part of our efforts to develop and implement more environmentally friendly processes, Superior Tube eliminated the use of TriChlorethylene (TCE) as a degreasing agent in 2008, replacing it with an equally effective but safer solvent called n-Propyl Bromide (nPB). Due to increasing concerns and the risks associated with the use of TCE, we invested significant effort in searching for a safer solvent that would not compromise the exceptional product quality upon which we have built our reputation.
While our switch to nPB has been very positive for our business, we recognize that our responsibility to protect the environment is an on-going effort, and we are continuing our development efforts to further improve the safety and reduce the environmental impact of our tube cleaning processes.
Kolekti
Kolektado estas uzata por moligi la metalon antaŭ pliaj malvarmaj laborado aŭ fabrikado, kaj plibonigas la totalan metalurgian mikrostrukturon de la tubo. Dum tubredukto aŭ malvarma tirado, ĝi povas fariĝi malmola kaj iom fragila. Por povi desegni la tubon denove, streĉoj formitaj dum malvarma laborado devas esti forigitaj por resendi la materialon al ĝia normala stato.
Dum recocido la tubo estas varmigita al kontrolita temperaturo (up to 2100°F) kaj trempi tempon. Per ĉi tiu procezo la tubo restas en formo, sed la grajnoj en la strukturo de la tubo reformiĝas en regulan neakcentitan ŝablonon. La rezulta recozita tubo estas pli mola kaj taŭga por redesegni.
Niaj proksime kontrolitaj procezoj de recocido kaj varmotraktado estas regule kontrolataj de nia nuklea, medicina, kaj aerospacaj klientoj.
Rektiĝo
Desegnado kaj kalciado ĝenerale rezultigas iom da kliniĝo, produktante iometan kurbiĝon en la tubo. At Superior Tube we use multiple roll mechanical straighteners in the first stage of finishing. La rektigilo aplikas premon kaj fleksas al la produkto por forigi kurbojn aŭ arkojn, resulting in a straightness level of 0.010” per foot, aŭ pli bone. Rektiĝo povas enkonduki etajn ŝanĝojn al la grandeco kaj mekanikaj trajtoj de la tubo, do ĉi tiuj aspektoj estas tre zorge kontrolitaj dum la procezo.
OD Polurado/Muelado
Kiam specifita de niaj klientoj, ni povas poluri aŭ mueli la eksteran diametron de iliaj tuboj uzante multoblajn kapzonajn muelmaŝinojn. Polurado estas farita por plibonigi la kosmetikan aspekton de la surfaco, provizante helan, uniforma surfaca finaĵo. Zonmuelado estas uzata por forigi malgrandan kvanton da metalo de la OD por forigi negravajn difektojn kaj neperfektaĵojn., which may result from cold working. Both polishing and grinding reduce the final outside diameter and wall dimensions, so precise controls are used to ensure a uniform size with an extremely high quality surface finish.
ID Grit blasting
Grit blasting is used to condition the ID surface, similar to the way grinding conditions the OD surface. An abrasive medium is forced through the tube using compressed air, resulting in a uniform surface finish free of minor cold working flaws. Grit blasting can alter both the ID size and wall thickness, so once again we use precise controls to ensure a uniform size. An extremely high quality finish is achieved. Non destructive testing and inspection
Baosheng Tube inspects all lots of tubing before shipment to ensure that every aspect of the customer’s order has been met. Our in-house inspection capabilities include:
- Alloy identity verification (Positive Material Identification, or PMI)
- Visual inspection
- Dimensional inspection using non-contact techniques such as laser micrometers and air gages whenever possible
- Surface roughness testing
- Immersion ultrasonic testing to exacting standards
- Encircling coil Eddy Current testing
- Dye penetrant examination
- Hydrostatic pressure testing
- Burst pressure testing
- Destructive mechanical and metallurgical testing:– Rendimento-Forto– Ultimate Tensile Strength– Plilongigo– Rockwell and Knoop Hardness testing– Metallographic analysis for grain size, structure, micro-cleanliness, and flaws– Manipulation testing such as bending, flattening, and flaring
- We also work with several qualified independent labs that can perform additional metallurgical testing not listed above, if required by our customers
All shipments include a full Test Certificate showing all required test results and verifying compliance with the order requirements.
Stamping/Labeling
All products will be identified in accordance with you requirements. Stamps usually include information such as our lot number, raw material heat number, dimensions, material and other pertinent information. For many products this information is marked in removable ink along the length of the tubing in the lot. For those products that are too small or too thin, the information can be included on material tags or box labels.
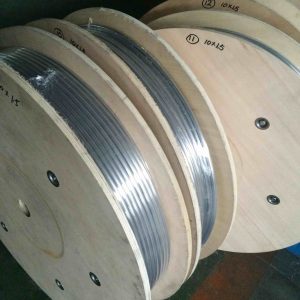
Packaging
Rektaj longoj de veldesegnitaj tuboj povas esti individue enmanigitaj en papero aŭ plasto kaj/aŭ pakitaj en niaj unikaj kartonaj disigiloj por certigi ke neniu damaĝo okazas dum trafiko.. Bobenitaj veldesegnitaj tuboj estas horizontale pakitaj uzante paperajn aŭ kartonajn apartigilojn por malhelpi tub-al-tuban kontakton.. Ĉiuj tuboj estas pakitaj en ambaŭ lignaj kestoj kovritaj per vaksa metia papero, tri-muraj argil-tegitaj plifortikigitaj kazoj, aŭ normaj kartonaj skatoloj. Plastaj finaj ĉapoj kiuj malhelpas fremdan materialon eniri en la tubojn ankaŭ haveblas laŭ peto.
Sendo
Kiam oni petas, ni povas aranĝi sendon kaj liveron al via doko, aŭ sendi viajn tubojn al tria partio kaj, se necesas, povas aranĝi rapidigitajn sendojn. Nuntempe ni eksportas al super 30 countries all over the world and use Incoterms® as our international framework for shipping.
Se vi bezonas pli da informoj,Bonvolu kontakti sales@grandsteeltube.com
1. Production of high precision stainless steel tubes since 2005
2. Laborante kun klientoj el Eŭropo,Okcidenta Azio,Nordameriko,South America since 2009,etc
3. Specimenoj povas esti liveritaj ene 10 tagojn post konfirmo
4. 50 tagoj kiel la produktadperiodo kaj livero post konfirmo de mendo.
5. 20,000 meters of high precision stainless steel tubes in stock.
6. 300 grandecoj povas esti ofertitaj de OD:6mmxWT:0.5mm al OD:131mmxWT:5mm
7. Tria inspektado kiel:TUV,BV,SGS,ktp akceptis
8. Profesia teamo helpas viajn specialajn tubpostulojn.
9. Aliaj rilataj tuboj povas esti ofertitaj :bright annealed stainless tubes,veldita neoksidebla ŝtalo tuboj;ktp
Se ajnaj demandoj,vi estas pli ol bonvena kontakti sales@grandsteeltube.com
Sinoptiko de Process Routing: quality cold rolled stainless steel strips →welding into tubes→ cold rolling→ bright heat treatment without oxidization (NBK-statuso) →cold drawn→cold rolling→ nondestructive testing. In the wall honing and inside flushing under the high pressure→ plastic capping on both ends.
Ĉefaj trajtoj: alta precizeco, bonega brilo, neniu oksigenado sur la eksteraj kaj internaj muroj post varmotraktado, alta pureco en la muro. La ŝtala tubo kapablas elteni altan premon. Neniu deformado post malvarma fleksado, neniu fendeto post flamado kaj platigo . La komplika geometria formado kaj maŝinado povas esti realigitaj. Koloro de tubo: griza kun blanka.
Ĉefa Apliko: por esti uzata en hidraŭlika sistemo, aŭtomobilo kaj en la okazo kie la alta precizeco, brilo, pureco kaj mekanikaj propraĵoj de la tubo estas postulataj.
Main grades:
SUS304,SUS304L,SUS316,SUS316L,SUS316Ti,ktp
Delivery Status:
Kolizita & Pickled+Polish,Bright Annealed+Polish,Hard condition+Polish
Specifoj:
6.00~219.00mm x 0.5~10.00mm
Formante & Veldado
Preciza malvarma rulita strio, fendo al nia specifita dikeco kaj larĝo, estas nutrita tra serio de konturitaj rulstandoj. Tiuj laŭstadie formas la strion en tubforman formon. La formita strio tiam estas nutrita tra la veldkesto, kie ununura torĉo kunfandas la randojn kune uzante Tungsten Inertan Gason (TIG) velda procezo. Bona kontrolo de veldaj parametroj - torĉaj agordoj, fluo de gaso, materiala rapido, ktp - ebligas al ni veldi larĝan gamon de specialaj alojoj certigante altan integrecon de la velda zono. Post veldado, la kiel-velditaj tubkonkoj tiam estas tranĉitaj al specifaj longoj kaj pezoj laŭ la finaj tubpostuloj.
Kolekti
Kolektado estas uzata por moligi la metalon antaŭ pliaj malvarmaj laborado aŭ fabrikado, kaj plibonigas la totalan metalurgian mikrostrukturon de la tubo. Dum tubredukto aŭ malvarma tirado, ĝi povas fariĝi malmola kaj iom fragila. Por povi desegni la tubon denove, streĉoj formitaj dum malvarma laborado devas esti forigitaj por resendi la materialon al ĝia normala stato.
Dum recocido la tubo estas varmigita al kontrolita temperaturo (ĝis 1200 ℃) kaj trempi tempon. Per ĉi tiu procezo la tubo restas en formo, sed la grajnoj en la strukturo de la tubo reformiĝas en regulan neakcentitan ŝablonon. La rezulta recozita tubo estas pli mola kaj taŭga por redesegni.
Niaj proksime kontrolitaj procezoj de recocido kaj varmotraktado estas regule kontrolataj de nia nuklea, medicina, kaj aerospacaj klientoj.
Rektiĝo
Desegnado kaj kalciado ĝenerale rezultigas iom da kliniĝo, produktante iometan kurbiĝon en la tubo. Ĉe Baosheng Tube ni uzas plurajn rulajn mekanikajn rektigilojn en la unua etapo de finado. La rektigilo aplikas premon kaj fleksas al la produkto por forigi kurbojn aŭ arkojn, rezultigante rektan nivelon de 1.00mm je metro, aŭ pli bone. Rektiĝo povas enkonduki etajn ŝanĝojn al la grandeco kaj mekanikaj trajtoj de la tubo, do ĉi tiuj aspektoj estas tre zorge kontrolitaj dum la procezo.
OD Polurado/Muelado
Kiam specifita de niaj klientoj, ni povas poluri aŭ mueli la eksteran diametron de iliaj tuboj uzante multoblajn kapzonajn muelmaŝinojn. Polurado estas farita por plibonigi la kosmetikan aspekton de la surfaco, provizante helan, uniforma surfaca finaĵo. Zonmuelado estas uzata por forigi malgrandan kvanton da metalo de la OD por forigi negravajn difektojn kaj neperfektaĵojn., which may result from cold working. Both polishing and grinding reduce the final outside diameter and wall dimensions, so precise controls are used to ensure a uniform size with an extremely high quality surface finish.
ID Grit blasting
Grit blasting is used to condition the ID surface, similar to the way grinding conditions the OD surface. An abrasive medium is forced through the tube using compressed air, resulting in a uniform surface finish free of minor cold working flaws. Grit blasting can alter both the ID size and wall thickness, so once again we use precise controls to ensure a uniform size. An extremely high quality finish is achieved. Non destructive testing and inspection
Baosheng Tube inspects all lots of tubing before shipment to ensure that every aspect of the customer’s order has been met. Our in-house inspection capabilities include:
- Alloy identity verification (Positive Material Identification, or PMI)
- Visual inspection
- Dimensional inspection using non-contact techniques such as laser micrometers and air gages whenever possible
- Surface roughness testing
- Immersion ultrasonic testing to exacting standards
- Encircling coil Eddy Current testing
- Dye penetrant examination
- Hydrostatic pressure testing
- Burst pressure testing
- Destructive mechanical and metallurgical testing:– Rendimento-Forto– Ultimate Tensile Strength– Plilongigo– Rockwell and Knoop Hardness testing– Metallographic analysis for grain size, structure, micro-cleanliness, and flaws– Manipulation testing such as bending, flattening, and flaring
- We also work with several qualified independent labs that can perform additional metallurgical testing not listed above, if required by our customers
All shipments include a full Test Certificate showing all required test results and verifying compliance with the order requirements.
Stamping/Labeling
All products will be identified in accordance with you requirements. Stamps usually include information such as our lot number, raw material heat number, dimensions, material and other pertinent information. For many products this information is marked in removable ink along the length of the tubing in the lot. For those products that are too small or too thin, the information can be included on material tags or box labels.
Packaging
Rektaj longoj de veldesegnitaj tuboj povas esti individue enmanigitaj en papero aŭ plasto kaj/aŭ pakitaj en niaj unikaj kartonaj disigiloj por certigi ke neniu damaĝo okazas dum trafiko.. Bobenitaj veldesegnitaj tuboj estas horizontale pakitaj uzante paperajn aŭ kartonajn apartigilojn por malhelpi tub-al-tuban kontakton.. Ĉiuj tuboj estas pakitaj en ambaŭ lignaj kestoj kovritaj per vaksa metia papero, tri-muraj argil-tegitaj plifortikigitaj kazoj, aŭ normaj kartonaj skatoloj. Plastaj finaj ĉapoj kiuj malhelpas fremdan materialon eniri en la tubojn ankaŭ haveblas laŭ peto.
Sendo
Kiam oni petas, ni povas aranĝi sendon kaj liveron al via doko, aŭ sendi viajn tubojn al tria partio kaj, se necesas, povas aranĝi rapidigitajn sendojn. Nuntempe ni eksportas al super 30 countries all over the world and use Incoterms® as our international framework for shipping.
Se ajnaj demandoj,vi estas pli ol bonvena kontakti sales@grandsteeltube.com
Rilataj Produktoj
-

 Legu pliRapida Vido
Legu pliRapida VidoSeamless Stainless Steel Pipe
(1) Normo: ASTM/ASME A789/SA789, A790/SA790
(2) Grado: 1.4301,1.4306,1.4401,1.4404, S31803, ktp(3) OD gamo:12.7-88.9 mm,WT-gamo: 1.65-12.7 mm
(4) Longo: nefleksebla longo aŭ fiksa longo, 1-12 metroj
(5) Markado: materiala grado, normo, specifo, varmego Ne.
(6) Pako: pakaĵo de trikado, ligna skatolo aŭ ŝtala skatolo
(7) Mueleja testatestilo: laŭ EN 10204 3.1
(8 Aplikoj: varmointerŝanĝiloj en rafinejaj industrioj; petrolkemiaj plantoj; industrioj de papero/pulpo; sukero/trinkaĵindustrioj
-

 Legu pliRapida Vido
Legu pliRapida VidoMalgranda Rektangula Neoksidebla Tubo
-

 Legu pliRapida Vido
Legu pliRapida VidoS31803 Duplex Seamless Stainless Tube
(1) Normo: ASTM/ASME A789/SA789, A790/SA790,EN10216-5;ktp
(2) Grado: S31803, ktp(3) OD gamo:6-610 mm,WT-gamo: 1-30 mm
(4) Longo: nefleksebla longo aŭ fiksa longo, 1-12 metroj
(5) Markado: materiala grado, normo, specifo, varmego Ne.
(6) Pako: pakaĵo de trikado, ligna skatolo aŭ ŝtala skatolo
(7) Mueleja testatestilo: laŭ EN 10204 3.1
(8 Aplikoj: varmointerŝanĝiloj en rafinejaj industrioj; petrolkemiaj plantoj; industrioj de papero/pulpo; sugar/beverage industrie
-

 Legu pliRapida Vido
Legu pliRapida VidoThick Walled Seamless Stainless Pipe
(1) Normo: ASTM/ASME A789/SA789, A790/SA790
(2) Grado: 1.4301,1.4306,1.4401,1.4404, S31803, ktp
(3) OD gamo:21.3-88.9 mm,WT-gamo: 6.35-20 mm
(4) Longo: nefleksebla longo aŭ fiksa longo, 1-12 metroj
(5) Markado: materiala grado, normo, specifo, varmego Ne.
(6) Pako: pakaĵo de trikado, ligna skatolo aŭ ŝtala skatolo
(7) Mueleja testatestilo: laŭ EN 10204 3.1
Se ajnaj demandoj,Bonvolu kontakti sales@grandsteeltube.com
-

 Legu pliRapida Vido
Legu pliRapida VidoMicro bore Stainless Tubes
Fuel Injection Tubes are used in large numbers in all kinds of diesel engines for automobiles, ŝipojn, construction equipment, and agricultural machinery. We offer a wide variety of fuel injection pipes with or without clamps, which are extensively used in the automotive industry. These are fabricated using high grade materials, which impart utmost level of durability. Manufactured from superior quality of raw material these Fuel Injection Tubes are strictly checked on the parameters of quality, dimension and cleanliness.
Se ajnaj demandoj,Bonvolu kontakti sales@grandsteeltube.com
-

 Legu pliRapida Vido
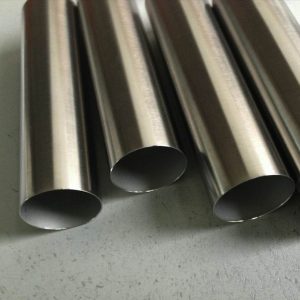
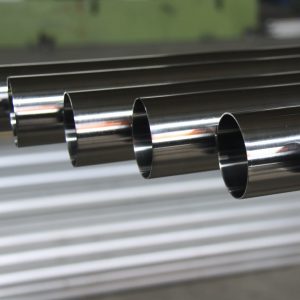
Legu pliRapida VidoWelded Stainless Steel Tube
Stainless steel welded tube is rust-proof and has excellent high temperature resistance. It is well suited for use in environments with harsh conditions. It provides superior performance in both industrial and civil applications, ktp. Grand Steel offers you high quality stainless steel welded pipe in different materials such as 304 stainless steel welded pipe and 316 stainless steel welded pipe. If you are looking for such pipes for your project, please contact us for more details.
The demanding environments of the dairy, manĝaĵo, kaj trinkaj industrioj postulas pli altan purecan tubon ol norma instrumenta grado. Sanitara neoksidebla tubo ofertas tre polurita ID kaj OD por certigi purecon por malhelpi partiklan kaptiĝon.. Baosheng offers a domestic tubing product manufactured which utilizing state-of-the-art laser welding to produce a high quality tube featuring the superior fit and finish quality needed to ensure a problem-free beverage system.
Se ajnaj demandoj,Bonvolu kontakti sales@grandsteeltube.com
-

 Legu pliRapida Vido
Legu pliRapida VidoBrila Kolizita Neoksidebla Ŝtalo Tubo
(1) Normo: ASTM/ASME A789/SA789, A790/SA790, En10216-5;ktp
(2) Grado: 1.4301,1.4306,1.4401,1.4404, S31803, ktp(3) OD gamo:5-88.9 mm,WT-gamo: 0.5-12.7 mm
(4) Longo: nefleksebla longo aŭ fiksa longo, 1-12 metroj
(5) Markado: materiala grado, normo, specifo, varmego Ne.
(6) Pako: pakaĵo de trikado, ligna skatolo aŭ ŝtala skatolo
(7) Mueleja testatestilo: laŭ EN 10204 3.1
(8 Aplikoj: varmointerŝanĝiloj en rafinejaj industrioj;petrolkemiaj plantoj;ŝipkonstruaj industrioj
-

 Legu pliRapida Vido
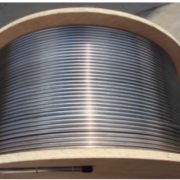
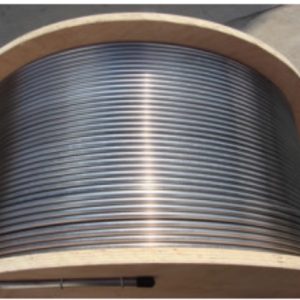
Legu pliRapida VidoSenjunta Neoksidebla Bobena Tubo
La senjuntaj neoksideblaj bobenaj tuboj estas uzataj por diversaj cirkuladsistemoj por malsamaj gasoj kaj fluidoj, bobenaj tuboj disponigas la kapablon por longlongaj tubinstalaĵoj sen la bezono de kunigado de garnaĵoj. Baosheng ofertas kaj veldatajn kaj senjuntajn volvaĵtubojn kaj povas disponigi ilin en longaj muelejlongoj aŭ tranĉitaj al longaj en sekcioj tiel mallongaj kiel kvindek futoj.. Ĉi tiuj produktoj havas industrian aplikeblecon por petrolkemiaj, oleoproduktado varmo spurado, geotermaj kaj flumezuraj aplikoj.
Oleo & Gaso - Kemia injekto kaj hidraŭlika kontrollinioj en subtruaj kaj submaraj aplikoj. Niaj tuboj helpis kelkajn el la plej konataj naftokampaj servokompanioj redukti operaciajn kostojn kaj plibonigi efikecon.
Kemia Pretigo - Kiam kritikaj fluidoj estas translokigitaj en kemia proceza medio, nia senjunta tubo forigas la eblon de plenigaĵo defali kaj kaptiĝi., rezultigante malprecizajn mezuradojn aŭ totalan sistemrompon.
Alternativa Energio – Volvita tubo por Hidrogenaj Benzigaj Stacioj, CNG-Transigo, LNG Transdono, Geotermaj kaj Sunaj Pladoj.
Aerospaco & Defendo - Ni provizas altgradan MIL-Spec-senjuntan neoksidebla ŝtalo tubon por aplikoj kiel Aviadiloj, Fuellinioj, Gas-Revenaj Tuboj por Aŭtomataj Armiloj kaj Hidraŭlikaj Linioj.
Se ajnaj demandoj,Bonvolu kontakti sales@grandsteeltube.com
-
 Legu pliRapida Vido
Legu pliRapida VidoSubtrua Kemia Injekta Tubo
Incoloy 825 kapilara tubo havas bonegan reziston al sulfata acido kaj fosforacida korodo, intergranula korodo post veldado. Ĝi ne kondukos klorida streĉa korodo krakado. Kun bonega rezisto al pika korodo kaj fenda korodo en meza medio entenanta klorida jono, ĝi fanfaronas kun granda rezisto al streĉa korodo sub natria klorida salo solvmedio. Krome, ĝi havas altan forton kaj bonan fortikecon.
Se ajnaj demandoj,Bonvolu kontakti sales@grandsteeltube.com
-
 Legu pliRapida Vido
Legu pliRapida VidoSuper Thin Wall Stainless Steel Tube
Aplikoj:
1)Fine Cylinder: Gaso, air, oleo, drinking water system;Cooling screw;tubes for bending machines;Compressor;highly fine processing ,ktp.
2)Precise machine / instrument: Semiconductor industry (high purity gas line / instruments) ;Precise electronic / electric / automobile parts;Parts for measuring instruments;Precise shaft; Roller;Medical parts for orthodontics, ktp.
3)Tubes for food/hygiene.
4)Varmo-interŝanĝilo: Kaldrono; Nuclear generator;Chemical manufacturing line;special plants,ktp.Se vi havas demandojn,vi estas pli ol bonvena kontakti sales@grandsteeltube.com