



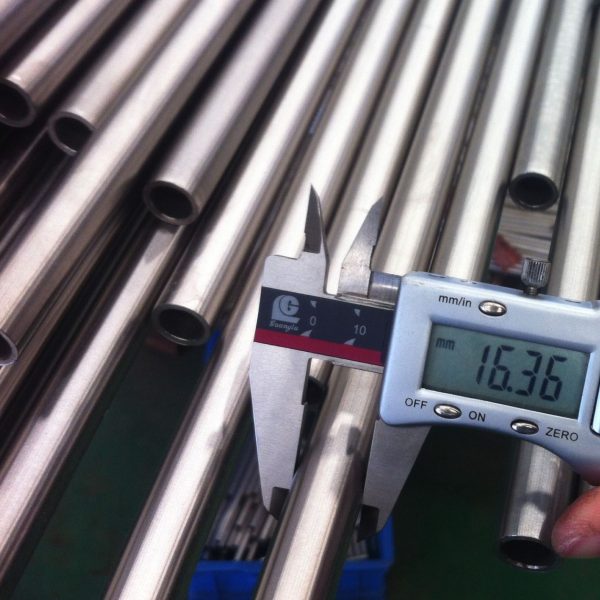





Hochpräzises Edelstahlrohr
Unser Herstellungsprozess für gezogene Rohre beginnt mit kaltgewalztem Metallband, walzenförmig in Rohrform geformt und nahtverschweißt ohne Verwendung von Zusatzwerkstoffen. Das geschweißte Rohr wird dann durch verschiedene Kaltumformtechniken mehrmals verkleinert, bis die exakte Größe erreicht ist, toleranzen, und temperieren unsere Kunden.
Nach jedem Kaltumformzyklus werden die Rohre geschnitten, gereinigt und wärmebehandelt als Vorbereitung für den nächsten Kaltumformschritt. Vor Erreichen der Endgröße, Unsere Weldrawed-Produkte durchlaufen mindestens zwei Ziehzyklen, wodurch ihre Querschnittsfläche um mindestens 40% Nach dem Schweißen.
Unser Herstellungsprozess verwendet eine Kombination von Wertschöpfungsschritten, um Rohre von höchster Qualität herzustellen, die genau den Spezifikationen unseres Kunden entsprechen. Rohre können in einer Vielzahl unterschiedlicher Größen und Formen aus einer Vielzahl von Legierungen hergestellt werden. Nachfolgend finden Sie eine kurze Beschreibung der Vorgänge, die wir während der Produktion anwenden.
Bei Fragen,Bitte wenden Sie sich an sales@grandsteeltube.com
- Beschreibung
- Baoshengs Vorteil
- Leistungsbeschreibung
- Anfrage
Formung & Schweißen
Ein kaltgewalztes Präzisionsband, Schlitz auf die von uns angegebene Dicke und Breite, wird durch eine Reihe von konturierten Walzgerüsten geführt. Diese formen den Streifen nach und nach in röhrenförmige Form. Das geformte Band wird dann durch den Schweißkasten geführt, bei dem ein einzelner Brenner die Kanten mit einem Wolfram-Inertgas miteinander verschmilzt (TIG) Schweißverfahren. Fine control over welding parameters – torch settings, Gasdurchfluss, Material-Geschwindigkeit, etc – enables us to weld a wide range of specialty alloys while ensuring high integrity of the weld zone. Nach dem Schweißen, Die geschweißten Rohrmäntel werden dann entsprechend den endgültigen Rohranforderungen auf bestimmte Längen und Gewichte zugeschnitten.
Pilgering
Sometimes used to process as-welded tubes, pilgering reduces the size of the tube across three dimensions – outside diameter (OD), internal diameter (ID) and wall thickness. We roll a die set with a tapered groove across the outside of the tube while supporting the inside diameter using a taper-matched, hardened steel mandrel. In a single cold working step, we can achieve a significant reduction in cross-sectional area while minimizing material loss and, most importantly, improving the material’s microstructure.
Tube Rolling
Like pilgering, tube rolling also uses compression to reduce the size of welded tubes. Aber, while pilgering uses a pair of grooved, tapered dies to work the metal over a tapered mandrel, tube rolling utilizes one or two sets of rolls with constant cross-section grooves on the circumference of the tube. Allgemein, the process employs a cylindrical mandrel with little or no taper. The rolls are driven by rack and pinion gears of different radii along profiled cams, completing multiple 360º rotations around the tube.
Tube rolling is a very precise method of reducing very thin walled and/or smaller diameter tubes, and is often used as the final cold working step. By rolling, we’re able to achieve exceptional control over dimensional tolerances and surface finish while also minimizing material loss and improving the metal’s microstructure. Because it uses compression, tube rolling is well suited to processing unique metals like titanium and zirconium alloys.
Our tube rolling capabilities include both classic 3-roll (single roll set) tube rollers and an advanced 5-roll (2 roll sets) approach that Baosheng Tube developed and patented.
Cold Drawing
Typically used for the initial cold work following welding, cold drawing reduces the diameter by pulling the tube through a die that is smaller than the tube. In order to fit the tube into the die, one end is ‘swaged’ or ‘tagged’ thereby reducing the diameter of the leading end before drawing. Nächster, the narrowed end is passed through the die and clamped to a drawing trolley which pulls the tube through the die. After drawing the ‘tag’ is cropped from the tube end prior to cleaning.
Baosheng Tube employs three types of cold drawing techniques:
Sink Drawing
This is the simplest of the three drawing methods, as there is no tooling to support the ID surface. The tube is drawn through a die made of polished tool steel or industrial diamond, thereby reducing its inside and outside diameters. Our specialized lubrication and application techniques, combined with our proprietary die profiles, enable the OD surface to become smoother as the tube is drawn. Since the inside diameter is not constrained, the wall thickness of the tube will normally increase during drawing, and the ID surface finish will normally become rougher during a sink draw.
Rod Drawing
Rod drawing is our most commonly used cold draw method, primarily for intermediate or in-process drawing stages, where both the outside diameter and wall thickness are reduced at the same time. The tube is loaded over a hardened steel mandrel rod and both are then drawn through a die. This squeezes the tube onto the rod, reducing the outside diameter and thinning the wall simultaneously. The die and mandrel determine the size of the drawn tube, which is then slightly expanded by applying pressure to the outside of the tube so that the rod can be removed. Since larger reductions in cross-sectional area can be achieved by rod drawing, this method is used for mid-process stages to reduce tube sizes prior to the final drawing cycle.
Plug Drawing
This type of drawing is used to achieve the best possible surface finish and the greatest control over both dimensions and final temper. The outside diameter and wall thickness of the tube are both reduced during plug drawing, as the tube travels through a die and over a stationary plug/mandrel made of high grade tool steel. The plug or mandrel has a polished surface and is attached to a fixed back rod, which is carefully positioned within the drawing die. The tube is loaded over the mandrel/back rod. As the tube passes through the die, the burnishing action of the metal flowing over the stationary plug imparts a high tolerance surface finish inside the tube.
When properly lubricated and prepared, the ID will show very few flaws and finishes of 16 RMS or better can be achieved. Plug drawing is normally chosen for the final draw stage because it achieves a high quality surface finish, exceptional dimensional control, and positive influence on tensile strength requirements.
Shaping
Our weld-drawn tubes can be produced in almost any profile. For further details please contact our product teams.
Degreasing-cleaning
As part of our efforts to develop and implement more environmentally friendly processes, Superior Tube eliminated the use of TriChlorethylene (TCE) as a degreasing agent in 2008, replacing it with an equally effective but safer solvent called n-Propyl Bromide (nPB). Due to increasing concerns and the risks associated with the use of TCE, we invested significant effort in searching for a safer solvent that would not compromise the exceptional product quality upon which we have built our reputation.
While our switch to nPB has been very positive for our business, we recognize that our responsibility to protect the environment is an on-going effort, and we are continuing our development efforts to further improve the safety and reduce the environmental impact of our tube cleaning processes.
Glühen
Das Glühen dient dazu, das Metall vor weiteren Kaltumform- oder Fertigungsprozessen zu erweichen, und verbessert die gesamte metallurgische Mikrostruktur des Rohres. Beim Reduzieren oder Kaltziehen von Rohren, Es kann hart und etwas spröde werden. Um die Röhre wieder ziehen zu können, Spannungen, die bei der Kaltumformung entstehen, müssen abgebaut werden, um das Material wieder in seinen normalen Zustand zu versetzen.
Während des Glühens wird das Rohr auf eine kontrollierte Temperatur erhitzt (up to 2100°F) und die Zeit einweichen. Durch diesen Prozess bleibt das Rohr in Form, Aber die Körner in der Struktur der Röhre bilden sich zu einem regelmäßigen, unbelasteten Muster um. Das resultierende geglühte Rohr ist weicher und eignet sich zum Nachziehen.
Unsere streng kontrollierten Glüh- und Wärmebehandlungsprozesse werden regelmäßig von unseren, Medizinisch, Kunden aus der Luft- und Raumfahrt.
Begradigung
Das Ziehen und Glühen führt in der Regel zu einem gewissen Grad an Durchbiegung, Erzeugen einer leichten Biegung des Schlauchs. At Superior Tube we use multiple roll mechanical straighteners in the first stage of finishing. Das Glätteisen übt Druck und Biegung auf das Produkt aus, um Biegungen oder Bögen zu entfernen, resulting in a straightness level of 0.010” per foot, oder besser. Durch das Richten können die Größe und die mechanischen Eigenschaften des Schlauchs geringfügig verändert werden, Diese Aspekte werden also während des Prozesses sehr sorgfältig kontrolliert.
OD Polieren/Schleifen
Wenn von unseren Kunden vorgegeben, Wir können den Außendurchmesser ihrer Rohre mit Mehrkopfbandschleifmaschinen polieren oder schleifen. Das Polieren wird durchgeführt, um das kosmetische Erscheinungsbild der Oberfläche zu verbessern, für eine helle, Gleichmäßiges Oberflächenfinish. Beim Bandschleifen wird eine kleine Menge Metall vom Außendurchmesser entfernt, um kleinere Fehler und Unvollkommenheiten zu beseitigen, die durch Kaltumformung entstehen können. Sowohl das Polieren als auch das Schleifen reduzieren den endgültigen Außendurchmesser und die Wandabmessungen, Daher werden präzise Steuerungen verwendet, um eine einheitliche Größe mit einer extrem hochwertigen Oberflächengüte zu gewährleisten.
ID Sandstrahlen
Sandstrahlen wird verwendet, um die ID-Oberfläche zu konditionieren, ähnlich der Art und Weise, wie das Schleifen die Außenfläche konditioniert. Ein abrasives Medium wird mit Hilfe von Druckluft durch das Rohr gepresst, Dies führt zu einer gleichmäßigen Oberflächenbeschaffenheit ohne geringfügige Kaltumformungsfehler. Das Sandstrahlen kann sowohl die Innendurchmessergröße als auch die Wandstärke verändern, Deshalb verwenden wir auch hier präzise Kontrollen, um eine einheitliche Größe zu gewährleisten. Es wird ein extrem hochwertiges Finish erzielt. Zerstörungsfreie Prüfung und Inspektion
Baosheng-Röhre Überprüft alle Schläuche vor dem Versand, um sicherzustellen, dass jeder Aspekt der Bestellung des Kunden erfüllt wurde. Zu unseren internen Inspektionsmöglichkeiten gehören:
- Identitätsprüfung von Legierungen (Positive Materialidentifikation, oder PMI)
- Sichtprüfung
- Maßprüfung, wann immer möglich, mit berührungslosen Techniken wie Lasermikrometern und Luftmessgeräten
- Prüfung der Oberflächenrauheit
- Tauch-Ultraschallprüfung nach hohen Standards
- Wirbelstromprüfung der Umkreisungsspule
- Untersuchung des Farbeindringmittels
- Hydrostatische Druckprüfung
- Berstdruckprüfung
- Zerstörende mechanische und metallurgische Prüfungen:– Streckgrenze– Ultimative Zugfestigkeit– Verlängerung– Rockwell- und Knoop-Härteprüfung– Metallographische Analyse für die Korngröße, Struktur, Mikro-Sauberkeit, und Mängel– Manipulationsprüfungen wie z.B. Biegen, Abflachung, und Abfackeln
- Wir arbeiten auch mit mehreren qualifizierten unabhängigen Labors zusammen, die zusätzliche metallurgische Tests durchführen können, die oben nicht aufgeführt sind, wenn es von unseren Kunden gewünscht wird
Alle Sendungen enthalten ein vollständiges Testzertifikat, das alle erforderlichen Testergebnisse enthält und die Einhaltung der Bestellanforderungen überprüft.
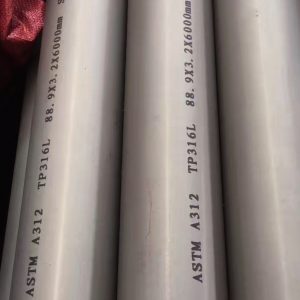
Stempeln/Etikettieren
Alle Produkte werden in Übereinstimmung mit Ihren Anforderungen identifiziert. Stempel enthalten in der Regel Informationen wie unsere Chargennummer, Rohmaterial-Wärme-Nummer, Dimensionen, Material und andere sachdienliche Informationen. Bei vielen Produkten sind diese Informationen mit ablösbarer Tinte entlang der Länge des Schlauchs in der Charge markiert. Für Produkte, die zu klein oder zu dünn sind, Die Informationen können auf Materialanhängern oder Kartonetiketten angebracht werden.
Verpackung
Gerade Längen von Welldrawn Schläuchen können einzeln in Papier oder Kunststoff ummantelt und/oder in unseren einzigartigen Abstandshaltern aus Pappe verpackt werden, um sicherzustellen, dass während des Transports keine Beschädigungen auftreten. Aufgewickelte Weldraw-Röhrchen werden mit Papier- oder Papptrennern horizontal verpackt, um den Kontakt von Rohr zu Rohr zu verhindern. Alle Schläuche sind entweder in Holzkisten verpackt, die mit Wachspapier ausgekleidet sind, Dreiwandige, tonbeschichtete, verstärkte Gehäuse, oder Standard-Kartons. Auf Anfrage sind auch Endkappen aus Kunststoff erhältlich, die verhindern, dass Fremdkörper in die Rohre gelangen.
Versand
Auf Anfrage, Wir können den Versand und die Lieferung an Ihr Dock arrangieren, oder versenden Sie Ihre Röhrchen an Dritte und, bei Bedarf, kann beschleunigte Sendungen veranlassen. Wir exportieren derzeit nach über 30 Länder auf der ganzen Welt und verwenden die Incoterms® als unseren internationalen Rahmen für den Versand.
Wenn Sie weitere Informationen benötigen,Bitte wenden Sie sich an sales@grandsteeltube.com
1. Production of high precision stainless steel tubes since 2005
2. Zusammenarbeit mit Kunden aus Europa,Westasien,Nordamerika,Südamerika seit 2009, etc
3. Muster können innerhalb 10 Tage nach Bestätigung
4. 50 Tage als Produktionszeitraum und Lieferung nach Auftragsbestätigung.
5. 20,000 meters of high precision stainless steel tubes in stock.
6. 300 Größen können von OD angeboten werden:6mmxWT:0.5mm bis OD:131mmxWT:5Mm
7. Inspektion durch Dritte wie:TÜV,BV,SGS,usw. akzeptiert
8. Professionelles Team unterstützt Sie bei Ihren speziellen Rohranforderungen.
9. Andere verwandte Röhren können angeboten werden :blank geglühte Edelstahlrohre,geschweißte Edelstahlrohre;etc
Bei Fragen,Sie sind herzlich eingeladen, Kontakt aufzunehmen sales@grandsteeltube.com
Zusammenfassung des Prozess-Routings: quality cold rolled stainless steel strips →welding into tubes→ cold rolling→ bright heat treatment without oxidization (NBK-Status) →cold drawn→cold rolling→ nondestructive testing. In the wall honing and inside flushing under the high pressure→ plastic capping on both ends.
Haupteigenschaften: Hohe Genauigkeit, Hervorragende Helligkeit, keine Oxidation an Außen- und Innenwänden nach Wärmebehandlung, hohe Sauberkeit in der Wand. Das Stahlrohr ist in der Lage, hohem Druck standzuhalten. Keine Verformung nach Kaltbiegen, kein Riss nach Abfackeln und Abflachen . Die komplizierte geometrische Umformung und Bearbeitung ist realisierbar. Farbe der Röhre: grau mit weiß.
Hauptanwendung: zur Verwendung im Hydrauliksystem, Automobil und bei der Gelegenheit, bei der die hohe Präzision, Helligkeit, Reinheit und mechanische Eigenschaften des Rohres sind erforderlich.
Main grades:
SUS304,SUS304L,SUS316,SUS316L,SUS316Ti,etc
Delivery Status:
Geglüht & Pickled+Polish,Bright Annealed+Polish,Hard condition+Polish
Leistungsbeschreibung:
6.00~219.00mm x 0.5~10.00mm
Formung & Schweißen
Ein kaltgewalztes Präzisionsband, Schlitz auf die von uns angegebene Dicke und Breite, wird durch eine Reihe von konturierten Walzgerüsten geführt. Diese formen den Streifen nach und nach in röhrenförmige Form. Das geformte Band wird dann durch den Schweißkasten geführt, bei dem ein einzelner Brenner die Kanten mit einem Wolfram-Inertgas miteinander verschmilzt (TIG) Schweißverfahren. Feinsteuerung der Schweißparameter – Brennereinstellungen, Gasdurchfluss, Material-Geschwindigkeit, etc – ermöglicht es uns, eine breite Palette von Speziallegierungen zu schweißen und gleichzeitig eine hohe Integrität der Schweißzone zu gewährleisten. Nach dem Schweißen, Die geschweißten Rohrmäntel werden dann entsprechend den endgültigen Rohranforderungen auf bestimmte Längen und Gewichte zugeschnitten.
Glühen
Das Glühen dient dazu, das Metall vor weiteren Kaltumform- oder Fertigungsprozessen zu erweichen, und verbessert die gesamte metallurgische Mikrostruktur des Rohres. Beim Reduzieren oder Kaltziehen von Rohren, Es kann hart und etwas spröde werden. Um die Röhre wieder ziehen zu können, Spannungen, die bei der Kaltumformung entstehen, müssen abgebaut werden, um das Material wieder in seinen normalen Zustand zu versetzen.
Während des Glühens wird das Rohr auf eine kontrollierte Temperatur erhitzt (bis 1200 °C) und die Zeit einweichen. Durch diesen Prozess bleibt das Rohr in Form, Aber die Körner in der Struktur der Röhre bilden sich zu einem regelmäßigen, unbelasteten Muster um. Das resultierende geglühte Rohr ist weicher und eignet sich zum Nachziehen.
Unsere streng kontrollierten Glüh- und Wärmebehandlungsprozesse werden regelmäßig von unseren, Medizinisch, Kunden aus der Luft- und Raumfahrt.
Begradigung
Das Ziehen und Glühen führt in der Regel zu einem gewissen Grad an Durchbiegung, Erzeugen einer leichten Biegung des Schlauchs. Bei Baosheng Tube verwenden wir in der ersten Phase der Endbearbeitung mechanische Richtmaschinen mit mehreren Walzen. Das Glätteisen übt Druck und Biegung auf das Produkt aus, um Biegungen oder Bögen zu entfernen, Daraus ergibt sich eine Geradheit von 1,00 mm pro Meter, oder besser. Durch das Richten können die Größe und die mechanischen Eigenschaften des Schlauchs geringfügig verändert werden, Diese Aspekte werden also während des Prozesses sehr sorgfältig kontrolliert.
OD Polieren/Schleifen
Wenn von unseren Kunden vorgegeben, Wir können den Außendurchmesser ihrer Rohre mit Mehrkopfbandschleifmaschinen polieren oder schleifen. Das Polieren wird durchgeführt, um das kosmetische Erscheinungsbild der Oberfläche zu verbessern, für eine helle, Gleichmäßiges Oberflächenfinish. Beim Bandschleifen wird eine kleine Menge Metall vom Außendurchmesser entfernt, um kleinere Fehler und Unvollkommenheiten zu beseitigen, die durch Kaltumformung entstehen können. Sowohl das Polieren als auch das Schleifen reduzieren den endgültigen Außendurchmesser und die Wandabmessungen, Daher werden präzise Steuerungen verwendet, um eine einheitliche Größe mit einer extrem hochwertigen Oberflächengüte zu gewährleisten.
ID Sandstrahlen
Sandstrahlen wird verwendet, um die ID-Oberfläche zu konditionieren, ähnlich der Art und Weise, wie das Schleifen die Außenfläche konditioniert. Ein abrasives Medium wird mit Hilfe von Druckluft durch das Rohr gepresst, Dies führt zu einer gleichmäßigen Oberflächenbeschaffenheit ohne geringfügige Kaltumformungsfehler. Das Sandstrahlen kann sowohl die Innendurchmessergröße als auch die Wandstärke verändern, Deshalb verwenden wir auch hier präzise Kontrollen, um eine einheitliche Größe zu gewährleisten. Es wird ein extrem hochwertiges Finish erzielt. Zerstörungsfreie Prüfung und Inspektion
Baosheng-Röhre Überprüft alle Schläuche vor dem Versand, um sicherzustellen, dass jeder Aspekt der Bestellung des Kunden erfüllt wurde. Zu unseren internen Inspektionsmöglichkeiten gehören:
- Identitätsprüfung von Legierungen (Positive Materialidentifikation, oder PMI)
- Sichtprüfung
- Maßprüfung, wann immer möglich, mit berührungslosen Techniken wie Lasermikrometern und Luftmessgeräten
- Prüfung der Oberflächenrauheit
- Tauch-Ultraschallprüfung nach hohen Standards
- Wirbelstromprüfung der Umkreisungsspule
- Untersuchung des Farbeindringmittels
- Hydrostatische Druckprüfung
- Berstdruckprüfung
- Zerstörende mechanische und metallurgische Prüfungen:– Streckgrenze– Ultimative Zugfestigkeit– Verlängerung– Rockwell- und Knoop-Härteprüfung– Metallographische Analyse für die Korngröße, Struktur, Mikro-Sauberkeit, und Mängel– Manipulationsprüfungen wie z.B. Biegen, Abflachung, und Abfackeln
- Wir arbeiten auch mit mehreren qualifizierten unabhängigen Labors zusammen, die zusätzliche metallurgische Tests durchführen können, die oben nicht aufgeführt sind, wenn es von unseren Kunden gewünscht wird
Alle Sendungen enthalten ein vollständiges Testzertifikat, das alle erforderlichen Testergebnisse enthält und die Einhaltung der Bestellanforderungen überprüft.
Stempeln/Etikettieren
Alle Produkte werden in Übereinstimmung mit Ihren Anforderungen identifiziert. Stempel enthalten in der Regel Informationen wie unsere Chargennummer, Rohmaterial-Wärme-Nummer, Dimensionen, Material und andere sachdienliche Informationen. Bei vielen Produkten sind diese Informationen mit ablösbarer Tinte entlang der Länge des Schlauchs in der Charge markiert. Für Produkte, die zu klein oder zu dünn sind, Die Informationen können auf Materialanhängern oder Kartonetiketten angebracht werden.
Verpackung
Gerade Längen von Welldrawn Schläuchen können einzeln in Papier oder Kunststoff ummantelt und/oder in unseren einzigartigen Abstandshaltern aus Pappe verpackt werden, um sicherzustellen, dass während des Transports keine Beschädigungen auftreten. Aufgewickelte Weldraw-Röhrchen werden mit Papier- oder Papptrennern horizontal verpackt, um den Kontakt von Rohr zu Rohr zu verhindern. Alle Schläuche sind entweder in Holzkisten verpackt, die mit Wachspapier ausgekleidet sind, Dreiwandige, tonbeschichtete, verstärkte Gehäuse, oder Standard-Kartons. Auf Anfrage sind auch Endkappen aus Kunststoff erhältlich, die verhindern, dass Fremdkörper in die Rohre gelangen.
Versand
Auf Anfrage, Wir können den Versand und die Lieferung an Ihr Dock arrangieren, oder versenden Sie Ihre Röhrchen an Dritte und, bei Bedarf, kann beschleunigte Sendungen veranlassen. Wir exportieren derzeit nach über 30 Länder auf der ganzen Welt und verwenden die Incoterms® als unseren internationalen Rahmen für den Versand.
Bei Fragen,Sie sind herzlich eingeladen, Kontakt aufzunehmen sales@grandsteeltube.com
Verwandte Produkte
-

 Lesen Sie mehrSchnellansicht
Lesen Sie mehrSchnellansichtHell geglühtes Edelstahlrohr
(1) Norm: ASTM/ASME A789/SA789, A790/SA790, EN10216-5;etc
(2) Grad: 1.4301,1.4306,1.4401,1.4404, S31803, usw(3) OD-Bereich:5-88.9 Mm,WT-Reihe: 0.5-12.7 Mm
(4) Länge: Biegelose Länge oder feste Länge, 1-12 Meter
(5) Markierung: Materialqualität, Norm, Spezifikation, Hitze Nein.
(6) Paket: Strickstreifen-Bündel, Holzkiste oder Stahlkiste
(7) Mühlenprüfzeugnis: nach EN 10204 3.1
(8 Anträge: Wärmetauscher in der Raffinerieindustrie;petrochemische Anlagen;Schiffbauindustrie
-

 Lesen Sie mehrSchnellansicht
Lesen Sie mehrSchnellansichtNahtloses Edelstahlrohr
(1) Norm: ASTM/ASME A789/SA789, A790/SA790
(2) Grad: 1.4301,1.4306,1.4401,1.4404, S31803, usw(3) OD-Bereich:12.7-88.9 Mm,WT-Reihe: 1.65-12.7 Mm
(4) Länge: Biegelose Länge oder feste Länge, 1-12 Meter
(5) Markierung: Materialqualität, Norm, Spezifikation, Hitze Nein.
(6) Paket: Strickstreifen-Bündel, Holzkiste oder Stahlkiste
(7) Mühlenprüfzeugnis: nach EN 10204 3.1
(8 Anträge: Wärmetauscher in der Raffinerieindustrie; petrochemische Anlagen; Papier-/Zellstoffindustrie; Zucker-/Getränkeindustrie
-
 Lesen Sie mehrSchnellansicht
Lesen Sie mehrSchnellansichtInconel 625 Edelstahl-Steuerleitungsrohr
Inconel 625 ist eine Nickelbasislegierung, die sowohl wegen ihrer hohen Festigkeit als auch wegen ihrer hervorragenden wässrigen Korrosionsbeständigkeit verwendet wird. Die Festigkeit der Legierung 625 ist in erster Linie ein Mischkristalleffekt aus Molybdän und Columbium. Legierung 625 hat eine ausgezeichnete Schweißbarkeit und wird häufig zum Schweißen von AL-6XN-Legierungen® verwendet. Passende Zusatzwerkstoffe werden auch verwendet, um unterschiedliche Metalle zu verbinden.
Bei Fragen,Sie sind herzlich eingeladen, Kontakt aufzunehmen sales@grandsteeltube.com
-
 Lesen Sie mehrSchnellansicht
Lesen Sie mehrSchnellansichtGeschweißte Edelstahl-Spiralrohre
Edelstahlrohre in Rollen und auf Spulen für Steuerleitungen, Chemische Injektionsleitungen, Versorgungsleitungen sowie Hydraulik- und Instrumentierungssysteme.
Wird für eine Vielzahl von Zirkulationssystemen für verschiedene Gase und Flüssigkeiten verwendet, Spulenrohre bieten die Möglichkeit für Rohrinstallationen mit langer Länge, ohne dass Formstücke verbunden werden müssen. Baosheng produziert nahtlose / geschweißte Edelstahl-Spulenrohre und kann sie in langen Mühlenlängen oder in Abschnitten von nur fünfzig Fuß auf Länge schneiden. Diese Produkte sind industriell für die Petrochemie geeignet, Begleitheizung bei der Ölförderung,
Die geschweißten Edelstahl-Spulenrohre werden häufig für eine Vielzahl von Zirkulationssystemen für verschiedene Gase und Flüssigkeiten verwendet, Spulenrohre bieten die Möglichkeit für Rohrinstallationen mit langer Länge, ohne dass Formstücke verbunden werden müssen. Baosheng bietet sowohl geschweißte als auch nahtlose Spulenrohre an und kann sie in langen Fräslängen oder in Abschnitten von nur fünfzig Fuß ablängen. Diese Produkte sind industriell für die Petrochemie geeignet, Begleitheizung bei der Ölförderung, Anwendungen in der Geothermie- und Durchflussmessung.
-
 Lesen Sie mehrSchnellansicht
Lesen Sie mehrSchnellansichtSuper dünnwandiges Edelstahlrohr
Anträge:
1)Feiner Zylinder: Gas, Luft, Öl, Trinkwasser-System;Kühlschnecke;Rohre für Biegemaschinen;Kompressor;Hochfeine Verarbeitung ,etc.
2)Präzise Maschine / Instrument: Halbleiterindustrie (Hochreine Gasleitung / Instrumente) ;Präzise Elektronik / elektrisch / Autoteile;Teile für Messgeräte;Präziser Schaft; Walze;Medizinische Teile für die Kieferorthopädie, etc.
3)Röhrchen für Lebensmittel/Hygiene.
4)Wärmetauscher: Kessel; Nuklearer Generator;Chemische Produktionslinie;Spezielle Pflanzen,etc.Wenn Sie Fragen haben,Sie sind herzlich eingeladen, Kontakt aufzunehmen sales@grandsteeltube.com
-
 Lesen Sie mehrSchnellansicht
Lesen Sie mehrSchnellansichtNahtlos geformte Edelstahlrohre
-

 Lesen Sie mehrSchnellansicht
Lesen Sie mehrSchnellansichtNahtloses Edelstahl-Spulenrohr
Die nahtlosen Edelstahl-Spulenrohre werden für eine Vielzahl von Zirkulationssystemen für verschiedene Gase und Flüssigkeiten verwendet, Spulenrohre bieten die Möglichkeit für Rohrinstallationen mit langer Länge, ohne dass Formstücke verbunden werden müssen. Baosheng bietet sowohl geschweißte als auch nahtlose Spulenrohre an und kann sie in langen Fräslängen oder in Abschnitten von nur fünfzig Fuß ablängen. Diese Produkte sind industriell für die Petrochemie geeignet, Begleitheizung bei der Ölförderung, Anwendungen in der Geothermie- und Durchflussmessung.
Öl & Gas – Chemische Injektions- und Hydrauliksteuerleitungen in Bohrloch- und Unterwasseranwendungen. Unsere Schläuche haben einigen der bekanntesten Ölfeld-Serviceunternehmen geholfen, die Betriebskosten zu senken und die Effizienz zu verbessern.
Chemische Verarbeitung – Wenn kritische Flüssigkeiten in einer chemischen Prozessumgebung übertragen werden, eliminiert unser nahtloses Rohr das Risiko eines Füllmaterials, abzuplatzen und eingeschlossen zu werden, Dies führt zu ungenauen Messungen oder einem Ausfall des Gesamtsystems.
Alternative Energien – Spiralrohre für Wasserstofftankstellen, CNG-Transfer, LNG-Transfer, Geothermische und solare Schüsseln.
Luft- und Raumfahrt & Verteidigung – Wir bieten hochwertiges nahtloses MIL-Spec-Edelstahlrohr für Anwendungen wie Flugzeugzellen, Kraftstoffleitungen, Gasrückführungsrohre für automatische Waffen und Hydraulikleitungen.
Bei Fragen,Bitte wenden Sie sich an sales@grandsteeltube.com
-

 Lesen Sie mehrSchnellansicht
Lesen Sie mehrSchnellansichtGeschweißtes Edelstahlrohr
Das geschweißte Edelstahlrohr ist rostfrei und weist eine ausgezeichnete Hochtemperaturbeständigkeit auf. Es eignet sich gut für den Einsatz in Umgebungen mit rauen Bedingungen. Es bietet eine überlegene Leistung sowohl in industriellen als auch in zivilen Anwendungen, etc. Grand Steel bietet Ihnen hochwertige Edelstahl-Schweißrohre in verschiedenen Materialien wie z.B. 304 geschweißtes Edelstahlrohr und 316 geschweißtes Edelstahlrohr. Wenn Sie nach solchen Rohren für Ihr Projekt suchen, Bitte kontaktieren Sie uns für weitere Informationen.
Die anspruchsvollen Umgebungen der Molkerei, Essen, und die Getränkeindustrie erfordert einen Schlauch mit höherer Reinheit als Standardinstrumente. Sanitäre Edelstahlschläuche bieten eine hochglanzpolierte Innen- und Außendurchmesser, um Sauberkeit zu gewährleisten und das Einfangen von Partikeln zu verhindern. Baosheng bietet ein inländisches Rohrprodukt an, das unter Verwendung modernster Laserschweißung ein hochwertiges Rohr mit der überlegenen Passform und Oberflächenqualität herstellt, die für ein problemloses Getränkesystem erforderlich ist.
Bei Fragen,Bitte wenden Sie sich an sales@grandsteeltube.com
-

 Lesen Sie mehrSchnellansicht
Lesen Sie mehrSchnellansicht1.4404 Sanitäre Edelstahlrohre
Die hygienischen Edelstahlrohre werden für die Molkerei verwendet, Essen, und die Getränkeindustrie erfordert einen Schlauch mit höherer Reinheit als Standardinstrumente. Sanitäre Edelstahlschläuche bieten eine hochglanzpolierte Innen- und Außendurchmesser, um Sauberkeit zu gewährleisten und das Einfangen von Partikeln zu verhindern. Baosheng bietet ein Haushaltsrohrprodukt an, das unter Verwendung modernster WIG-Schweißen oder nahtloser Kaltziehverfahren hergestellt wird, um ein hochwertiges Rohr mit der überlegenen Passform und Oberflächenqualität herzustellen, die für ein problemloses Getränkesystem erforderlich ist.
Bei Fragen,Bitte wenden Sie sich an sales@grandsteeltube.com
-

 Lesen Sie mehrSchnellansicht
Lesen Sie mehrSchnellansichtDickwandiges, nahtloses Edelstahlrohr
(1) Norm: ASTM/ASME A789/SA789, A790/SA790
(2) Grad: 1.4301,1.4306,1.4401,1.4404, S31803, usw
(3) OD-Bereich:21.3-88.9 Mm,WT-Reihe: 6.35-20 Mm
(4) Länge: Biegelose Länge oder feste Länge, 1-12 Meter
(5) Markierung: Materialqualität, Norm, Spezifikation, Hitze Nein.
(6) Paket: Strickstreifen-Bündel, Holzkiste oder Stahlkiste
(7) Mühlenprüfzeugnis: nach EN 10204 3.1
Bei Fragen,Bitte wenden Sie sich an sales@grandsteeltube.com