








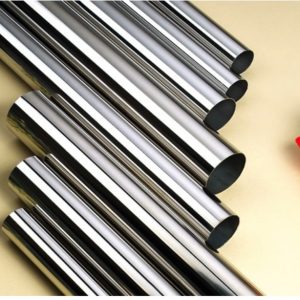
Rustfrit rør med høj præcision
Vores weldrawn rør fremstillingsproces begynder med koldvalset metalbånd, rulle formet til rørformet form og sømsvejset uden brug af fyldmateriale. Det as-svejsede rør reduceres derefter i størrelse et antal gange gennem forskellige koldbearbejdningsteknikker, indtil det når den nøjagtige størrelse, Tolerancer, og temperament vores kunder kræver.
Efter hver kold arbejdscyklus skæres rørene, rengøres og varmebehandles som forberedelse til næste kolde arbejdstrin. Før du når den endelige størrelse, Vores Weldraw-produkter gennemgår mindst to trækcyklusser, hvilket reducerer deres tværsnitsareal med mindst 40% Efter svejsning.
Vores fremstillingsproces anvender en kombination af værdiskabende trin til at producere slanger af højeste kvalitet, der opfylder de nøjagtige specifikationer, som vores kunde leverer. Rør kan oprettes i en række forskellige størrelser og former fra en bred vifte af legeringer. En kort beskrivelse af de operationer, vi bruger under produktionen, kan findes nedenfor.
Hvis der er spørgsmål,kontakt venligst sales@grandsteeltube.com
- Beskrivelse: __________
- Baosheng's Advantage
- Specifikationer
- Undersøgelse
Danner & Svejsning
En præcision koldvalset strimmel, slids til vores specificerede tykkelse og bredde, føres gennem en række konturerede rullestativer. Disse danner gradvist strimlen i rørformet form. Den dannede strimmel føres derefter gennem svejseboksen, hvor en enkelt brænder smelter kanterne sammen ved hjælp af en wolfram inert gas (TIG) Svejseproces. Fine control over welding parameters – torch settings, gasstrøm, Materialets hastighed, osv – enables us to weld a wide range of specialty alloys while ensuring high integrity of the weld zone. Efter svejsning, De as-svejsede rørskaller skæres derefter til bestemte længder og vægte i henhold til de endelige rørkrav.
Pilgering
Sometimes used to process as-welded tubes, pilgering reduces the size of the tube across three dimensions – outside diameter (OD), internal diameter (ID) and wall thickness. We roll a die set with a tapered groove across the outside of the tube while supporting the inside diameter using a taper-matched, hardened steel mandrel. In a single cold working step, we can achieve a significant reduction in cross-sectional area while minimizing material loss and, most importantly, improving the material’s microstructure.
Tube Rolling
Like pilgering, tube rolling also uses compression to reduce the size of welded tubes. Dog, while pilgering uses a pair of grooved, tapered dies to work the metal over a tapered mandrel, tube rolling utilizes one or two sets of rolls with constant cross-section grooves on the circumference of the tube. Generally, the process employs a cylindrical mandrel with little or no taper. The rolls are driven by rack and pinion gears of different radii along profiled cams, completing multiple 360º rotations around the tube.
Tube rolling is a very precise method of reducing very thin walled and/or smaller diameter tubes, and is often used as the final cold working step. By rolling, we’re able to achieve exceptional control over dimensional tolerances and surface finish while also minimizing material loss and improving the metal’s microstructure. Because it uses compression, tube rolling is well suited to processing unique metals like titanium and zirconium alloys.
Our tube rolling capabilities include both classic 3-roll (single roll set) tube rollers and an advanced 5-roll (2 roll sets) approach that Baosheng Tube developed and patented.
Kold tegning
Typically used for the initial cold work following welding, cold drawing reduces the diameter by pulling the tube through a die that is smaller than the tube. In order to fit the tube into the die, one end is ‘swaged’ or ‘tagged’ thereby reducing the diameter of the leading end before drawing. Next, the narrowed end is passed through the die and clamped to a drawing trolley which pulls the tube through the die. After drawing the ‘tag’ is cropped from the tube end prior to cleaning.
Baosheng Tube employs three types of cold drawing techniques:
Sink Drawing
This is the simplest of the three drawing methods, as there is no tooling to support the ID surface. The tube is drawn through a die made of polished tool steel or industrial diamond, thereby reducing its inside and outside diameters. Our specialized lubrication and application techniques, combined with our proprietary die profiles, enable the OD surface to become smoother as the tube is drawn. Since the inside diameter is not constrained, the wall thickness of the tube will normally increase during drawing, and the ID surface finish will normally become rougher during a sink draw.
Rod Drawing
Rod drawing is our most commonly used cold draw method, primarily for intermediate or in-process drawing stages, where both the outside diameter and wall thickness are reduced at the same time. The tube is loaded over a hardened steel mandrel rod and both are then drawn through a die. This squeezes the tube onto the rod, reducing the outside diameter and thinning the wall simultaneously. The die and mandrel determine the size of the drawn tube, which is then slightly expanded by applying pressure to the outside of the tube so that the rod can be removed. Since larger reductions in cross-sectional area can be achieved by rod drawing, this method is used for mid-process stages to reduce tube sizes prior to the final drawing cycle.
Plug Drawing
This type of drawing is used to achieve the best possible surface finish and the greatest control over both dimensions and final temper. The outside diameter and wall thickness of the tube are both reduced during plug drawing, as the tube travels through a die and over a stationary plug/mandrel made of high grade tool steel. The plug or mandrel has a polished surface and is attached to a fixed back rod, which is carefully positioned within the drawing die. The tube is loaded over the mandrel/back rod. As the tube passes through the die, the burnishing action of the metal flowing over the stationary plug imparts a high tolerance surface finish inside the tube.
When properly lubricated and prepared, the ID will show very few flaws and finishes of 16 RMS or better can be achieved. Plug drawing is normally chosen for the final draw stage because it achieves a high quality surface finish, exceptional dimensional control, and positive influence on tensile strength requirements.
Shaping
Our weld-drawn tubes can be produced in almost any profile. For further details please contact our product teams.
Degreasing-cleaning
As part of our efforts to develop and implement more environmentally friendly processes, Superior Tube eliminated the use of TriChlorethylene (TCE) as a degreasing agent in 2008, replacing it with an equally effective but safer solvent called n-Propyl Bromide (nPB). Due to increasing concerns and the risks associated with the use of TCE, we invested significant effort in searching for a safer solvent that would not compromise the exceptional product quality upon which we have built our reputation.
While our switch to nPB has been very positive for our business, we recognize that our responsibility to protect the environment is an on-going effort, and we are continuing our development efforts to further improve the safety and reduce the environmental impact of our tube cleaning processes.
Udglødning
Udglødning bruges til at blødgøre metallet før yderligere koldbearbejdnings- eller fabrikationsprocesser, og forbedrer rørets samlede metallurgiske mikrostruktur. Under rørreduktion eller koldtrækning, Det kan blive hårdt og noget skørt;. For at kunne trække røret igen, Spændinger, der dannes under koldt arbejde, skal fjernes for at bringe materialet tilbage til dets normale tilstand.
Under udglødning opvarmes røret til en kontrolleret temperatur (up to 2100°F) og blød tid. Gennem denne proces forbliver røret i form, Men kornene i rørets struktur reformeres til et regelmæssigt ubelastet mønster. Det resulterende udglødede rør er blødere og egnet til gentegning.
Vores nøje kontrollerede udglødnings- og varmebehandlingsprocesser revideres regelmæssigt af vores nukleare, medicinsk, og luftfartskunder.
Glatning
Tegning og udglødning resulterer generelt i en vis grad af bøjning, producerer en lille bøjning i slangen. At Superior Tube we use multiple roll mechanical straighteners in the first stage of finishing. Glattejernet påfører tryk og flex på produktet for at fjerne bøjninger eller buer, resulting in a straightness level of 0.010” per foot, eller bedre. Opretning kan medføre små ændringer i slangens størrelse og mekaniske egenskaber, Så disse aspekter kontrolleres meget omhyggeligt under processen.
OD Polering/slibning
Når det er specificeret af vores kunder, Vi kan polere eller slibe den udvendige diameter af deres rør ved hjælp af flere hovedbåndslibemaskiner. Polering udføres for at forbedre overfladens kosmetiske udseende, giver en lys, ensartet overfladefinish. Båndslibning bruges til at fjerne en lille mængde metal fra OD for at eliminere mindre fejl og ufuldkommenheder, som kan skyldes koldbearbejdning. Både polering og slibning reducerer den endelige udvendige diameter og vægdimensioner, Så præcise kontroller bruges til at sikre en ensartet størrelse med en overfladefinish af ekstremt høj kvalitet.
ID Grit sprængning
Kornblæsning bruges til at konditionere ID-overfladen, på samme måde som slibning betinger OD-overfladen. Et slibemiddel tvinges gennem røret ved hjælp af trykluft, hvilket resulterer i en ensartet overfladefinish uden mindre koldbearbejdningsfejl. Kornblæsning kan ændre både ID-størrelse og vægtykkelse, Så endnu en gang bruger vi præcise kontroller for at sikre en ensartet størrelse. En ekstremt høj kvalitet finish opnås. Ikke-destruktiv prøvning og inspektion
Baosheng rør inspicerer alle partier slanger inden afsendelse for at sikre, at alle aspekter af kundens ordre er opfyldt. Vores interne inspektionsfunktioner omfatter::
- Bekræftelse af legeringsidentitet (Positiv materialeidentifikation, eller PMI)
- Besigtigelse
- Dimensionel inspektion ved hjælp af berøringsfri teknikker såsom lasermikrometre og luftmålere, når det er muligt
- Test af overfladeruhed
- Immersion ultralydstest til krævende standarder
- Omkransende spole Eddy Current test
- Undersøgelse af farvestof penetrant
- Test af hydrostatisk tryk
- Test af sprængtryk
- Destruktiv mekanisk og metallurgisk test:– Flydespænding– Ultimativ trækstyrke– Forlængelse– Rockwell og Knoop hårdhedstest– Metallografisk analyse for kornstørrelse, struktur, mikro-renlighed, og fejl– Manipulationstest såsom bøjning, Udfladning, og flaring
- Vi arbejder også med flere kvalificerede uafhængige laboratorier, der kan udføre yderligere metallurgisk test, der ikke er anført ovenfor, hvis det kræves af vores kunder
Alle forsendelser inkluderer et komplet testcertifikat, der viser alle krævede testresultater og verificerer overholdelse af ordrekravene.
Stempling/mærkning
Alle produkter vil blive identificeret i overensstemmelse med dine krav. Frimærker indeholder normalt oplysninger såsom vores lotnummer, råmateriale varme nummer, Dimensioner, materiale og andre relevante oplysninger. For mange produkter er disse oplysninger markeret med aftageligt blæk langs slangens længde i partiet. Til de produkter, der er for små eller for tynde, Oplysningerne kan indgå på materialemærker eller kasseetiketter.
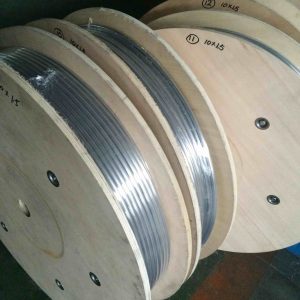
Emballage
Lige længder af weldrawn slanger kan individuelt omsluttes i papir eller plast og/eller pakkes i vores unikke papafstandsstykker for at sikre, at der ikke opstår skader under transporten. Oprullede weldraw-rør pakkes vandret ved hjælp af papir- eller papseparatorer for at forhindre rør-til-rør-kontakt. Alle slanger er pakket i enten trækasser foret med vokspapir, trevæggede lerbelagte forstærkede kasser, eller standard papkasser. Plastendehætter, der forhindrer fremmedlegemer i at komme ind i rørene, er også tilgængelige efter anmodning.
Forsendelse
Når det ønskes, Vi kan arrangere forsendelse og levering til din dock, eller sende dine rør til en tredjepart og, om nødvendigt, kan arrangere hurtige forsendelser. Vi eksporterer i øjeblikket til over 30 lande over hele verden og bruger Incoterms® som vores internationale ramme for forsendelse.
Hvis du har brug for flere oplysninger,kontakt venligst sales@grandsteeltube.com
1. Production of high precision stainless steel tubes since 2005
2. Samarbejde med kunder fra Europa,Vestasien,Nordamerika,South America since 2009,etc
3. Prøver kan leveres inden for 10 dage efter bekræftelse
4. 50 dage som produktionsperiode og levering efter ordrebekræftelse.
5. 20,000 meters of high precision stainless steel tubes in stock.
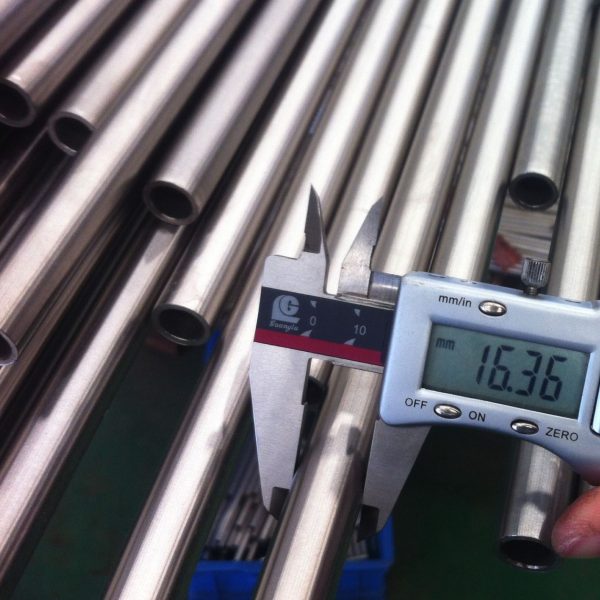
6. 300 størrelser kan tilbydes fra OD:6MmxWT:0.5mm til OD:131MmxWT:5Mm
7. Tredjeparts inspektion som:TUV,BV,SGS,osv. accepteret
8. Professionelt team hjælper dine særlige rørkrav.
9. Other related tubes can be offered :lyse udglødede rustfrie rør,svejsede rør i rustfrit stål;osv
Hvis der er spørgsmål,Du er mere end velkommen til at kontakte sales@grandsteeltube.com
Synopsis af procesrouting: quality cold rolled stainless steel strips →welding into tubes→ cold rolling→ bright heat treatment without oxidization (NBK-status) →cold drawn→cold rolling→ nondestructive testing. In the wall honing and inside flushing under the high pressure→ plastic capping on both ends.
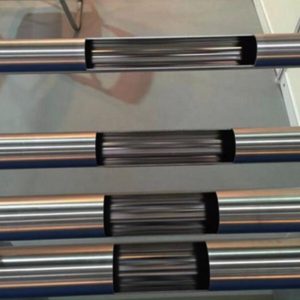
Hovedtræk: høj nøjagtighed, fremragende lysstyrke, ingen oxidering på yder- og indre vægge efter varmebehandling, høj renhed inde i væggen. Stålrøret er i stand til at modstå højt tryk. Ingen deformation efter kold bøjning, ingen revne efter flaring og udfladning . Den komplicerede geometriske formning og bearbejdning kan realiseres. Farve på rør: grå med hvid.
Hovedapplikation: Til brug i hydrauliksystem, bil og i tilfælde af, hvor den høje præcision, lysstyrke, Renhed og mekaniske egenskaber af røret er påkrævet.
Main grades:
SUS304,SUS304L,SUS316,SUS316L,SUS316Ti,osv
Delivery Status:
Annealed & Pickled+Polish,Bright Annealed+Polish,Hard condition+Polish
Specifikationer:
6.00~219.00mm x 0.5~10.00mm
Danner & Svejsning
En præcision koldvalset strimmel, slids til vores specificerede tykkelse og bredde, føres gennem en række konturerede rullestativer. Disse danner gradvist strimlen i rørformet form. Den dannede strimmel føres derefter gennem svejseboksen, hvor en enkelt brænder smelter kanterne sammen ved hjælp af en wolfram inert gas (TIG) Svejseproces. Finkontrol over svejseparametre – brænderindstillinger, gasstrøm, Materialets hastighed, etc – gør det muligt for os at svejse en bred vifte af speciallegeringer, samtidig med at vi sikrer svejsezonens høje integritet. Efter svejsning, De as-svejsede rørskaller skæres derefter til bestemte længder og vægte i henhold til de endelige rørkrav.
Udglødning
Udglødning bruges til at blødgøre metallet før yderligere koldbearbejdnings- eller fabrikationsprocesser, og forbedrer rørets samlede metallurgiske mikrostruktur. Under rørreduktion eller koldtrækning, Det kan blive hårdt og noget skørt;. For at kunne trække røret igen, Spændinger, der dannes under koldt arbejde, skal fjernes for at bringe materialet tilbage til dets normale tilstand.
Under udglødning opvarmes røret til en kontrolleret temperatur (indtil 1200 °C) og blød tid. Gennem denne proces forbliver røret i form, Men kornene i rørets struktur reformeres til et regelmæssigt ubelastet mønster. Det resulterende udglødede rør er blødere og egnet til gentegning.
Vores nøje kontrollerede udglødnings- og varmebehandlingsprocesser revideres regelmæssigt af vores nukleare, medicinsk, og luftfartskunder.
Glatning
Tegning og udglødning resulterer generelt i en vis grad af bøjning, producerer en lille bøjning i slangen. Hos Baosheng Tube bruger vi flere rullemekaniske glattejern i den første fase af efterbehandlingen. Glattejernet påfører tryk og flex på produktet for at fjerne bøjninger eller buer, hvilket resulterer i et rethedsniveau på 1,00 mm pr. meter, eller bedre. Opretning kan medføre små ændringer i slangens størrelse og mekaniske egenskaber, Så disse aspekter kontrolleres meget omhyggeligt under processen.
OD Polering/slibning
Når det er specificeret af vores kunder, Vi kan polere eller slibe den udvendige diameter af deres rør ved hjælp af flere hovedbåndslibemaskiner. Polering udføres for at forbedre overfladens kosmetiske udseende, giver en lys, ensartet overfladefinish. Båndslibning bruges til at fjerne en lille mængde metal fra OD for at eliminere mindre fejl og ufuldkommenheder, som kan skyldes koldbearbejdning. Både polering og slibning reducerer den endelige udvendige diameter og vægdimensioner, Så præcise kontroller bruges til at sikre en ensartet størrelse med en overfladefinish af ekstremt høj kvalitet.
ID Grit sprængning
Kornblæsning bruges til at konditionere ID-overfladen, på samme måde som slibning betinger OD-overfladen. Et slibemiddel tvinges gennem røret ved hjælp af trykluft, hvilket resulterer i en ensartet overfladefinish uden mindre koldbearbejdningsfejl. Kornblæsning kan ændre både ID-størrelse og vægtykkelse, Så endnu en gang bruger vi præcise kontroller for at sikre en ensartet størrelse. En ekstremt høj kvalitet finish opnås. Ikke-destruktiv prøvning og inspektion
Baosheng rør inspicerer alle partier slanger inden afsendelse for at sikre, at alle aspekter af kundens ordre er opfyldt. Vores interne inspektionsfunktioner omfatter::
- Bekræftelse af legeringsidentitet (Positiv materialeidentifikation, eller PMI)
- Besigtigelse
- Dimensionel inspektion ved hjælp af berøringsfri teknikker såsom lasermikrometre og luftmålere, når det er muligt
- Test af overfladeruhed
- Immersion ultralydstest til krævende standarder
- Omkransende spole Eddy Current test
- Undersøgelse af farvestof penetrant
- Test af hydrostatisk tryk
- Test af sprængtryk
- Destruktiv mekanisk og metallurgisk test:– Flydespænding– Ultimativ trækstyrke– Forlængelse– Rockwell og Knoop hårdhedstest– Metallografisk analyse for kornstørrelse, struktur, mikro-renlighed, og fejl– Manipulationstest såsom bøjning, Udfladning, og flaring
- Vi arbejder også med flere kvalificerede uafhængige laboratorier, der kan udføre yderligere metallurgisk test, der ikke er anført ovenfor, hvis det kræves af vores kunder
Alle forsendelser inkluderer et komplet testcertifikat, der viser alle krævede testresultater og verificerer overholdelse af ordrekravene.
Stempling/mærkning
Alle produkter vil blive identificeret i overensstemmelse med dine krav. Frimærker indeholder normalt oplysninger såsom vores lotnummer, råmateriale varme nummer, Dimensioner, materiale og andre relevante oplysninger. For mange produkter er disse oplysninger markeret med aftageligt blæk langs slangens længde i partiet. Til de produkter, der er for små eller for tynde, Oplysningerne kan indgå på materialemærker eller kasseetiketter.
Emballage
Lige længder af weldrawn slanger kan individuelt omsluttes i papir eller plast og/eller pakkes i vores unikke papafstandsstykker for at sikre, at der ikke opstår skader under transporten. Oprullede weldraw-rør pakkes vandret ved hjælp af papir- eller papseparatorer for at forhindre rør-til-rør-kontakt. Alle slanger er pakket i enten trækasser foret med vokspapir, trevæggede lerbelagte forstærkede kasser, eller standard papkasser. Plastendehætter, der forhindrer fremmedlegemer i at komme ind i rørene, er også tilgængelige efter anmodning.
Forsendelse
Når det ønskes, Vi kan arrangere forsendelse og levering til din dock, eller sende dine rør til en tredjepart og, om nødvendigt, kan arrangere hurtige forsendelser. Vi eksporterer i øjeblikket til over 30 lande over hele verden og bruger Incoterms® som vores internationale ramme for forsendelse.
Hvis der er spørgsmål,Du er mere end velkommen til at kontakte sales@grandsteeltube.com
Relaterede produkter
-

 Læs MereHurtigt overblik
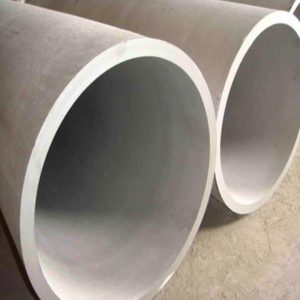
Læs MereHurtigt overblikTykvægget sømløst rustfrit rør
(1) Norm: ASTM/ASME A789/SA789, A790/SA790
(2) Grad: 1.4301,1.4306,1.4401,1.4404, S31803, osv
(3) OD rækkevidde:21.3-88.9 Mm,WT-serien: 6.35-20 Mm
(4) Længde: ubøjelig længde eller fast længde, 1-12 Meter
(5) Mærkning: Materialekvalitet, norm, specifikation, varme Nej.
(6) Pakke: Bundt med strikkestrimler, trækasse eller stålkasse
(7) Mølle test certifikat: ifølge EN 10204 3.1
Hvis der er spørgsmål,kontakt venligst sales@grandsteeltube.com
-

 Læs MereHurtigt overblik
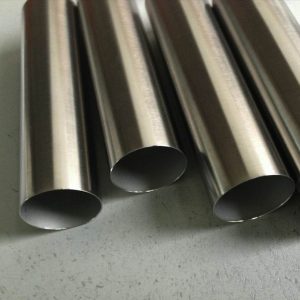
Læs MereHurtigt overblik1.4404 Sanitære rustfrie rør
De sanitære rør i rustfrit stål bruges til mejeriet, mad, og drikkevareindustrien kræver slanger med højere renhed end standardinstrumenteringskvalitet. Sanitære rustfrie slanger tilbyder et højpoleret ID og OD for at sikre renlighed for at forhindre partikelindfangning. Baosheng tilbyder et husholdningsrørprodukt, der er fremstillet ved hjælp af avanceret TIG-svejsning eller sømløs koldtrukket proces til at producere et rør af høj kvalitet med den overlegne pasform og finishkvalitet, der er nødvendig for at sikre et problemfrit drikkevaresystem.
Hvis der er spørgsmål,kontakt venligst sales@grandsteeltube.com
-

 Læs MereHurtigt overblik
Læs MereHurtigt overblikS31803 Duplex sømløst rustfrit rør
(1) Norm: ASTM/ASME A789/SA789, A790/SA790,EN10216-5;osv
(2) Grad: S31803, osv(3) OD rækkevidde:6-610 Mm,WT-serien: 1-30 Mm
(4) Længde: ubøjelig længde eller fast længde, 1-12 Meter
(5) Mærkning: Materialekvalitet, norm, specifikation, varme Nej.
(6) Pakke: Bundt med strikkestrimler, trækasse eller stålkasse
(7) Mølle test certifikat: ifølge EN 10204 3.1
(8 Programmer: varmevekslere i raffinaderiindustrien; petrokemiske anlæg; papirmasseindustrien; Sukker- og drikkevareindustrien
-

 Læs MereHurtigt overblik
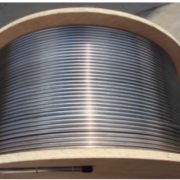
Læs MereHurtigt overblikSømløst rustfrit spiralrør
De sømløse spiralrør i rustfrit stål bruges til en række cirkulationssystemer til forskellige gasser og væsker, Spolerør giver mulighed for lange rørinstallationer uden behov for sammenføjning af fittings. Baosheng tilbyder både svejsede og sømløse spolerør og kan levere dem i lange møllelængder eller skåret i længden i sektioner så korte som halvtreds fod. Disse produkter har industriel anvendelighed til petrokemiske, Varmesporing af olieproduktion, Geotermiske og flowmålingsapplikationer.
Olie & Gas - Kemisk indsprøjtning og hydrauliske kontrolledninger i downhole og undersøiske applikationer. Vores slanger har hjulpet nogle af de mest kendte oliefeltservicevirksomheder med at reducere driftsomkostningerne og forbedre effektiviteten.
Kemisk forarbejdning - Når kritiske væsker overføres i et kemisk procesmiljø, eliminerer vores sømløse rør potentialet for, at et fyldmateriale flager af og bliver fanget, hvilket resulterer i unøjagtige målinger eller et generelt systemnedbrud.
Alternativ energi - Oprullet slange til brinttankstationer, CNG-overførsel, LNG-overførsel, Geotermiske og solopvaske.
Aerospace & Forsvar - Vi leverer højkvalitets MIL-Spec sømløst rustfrit stålrør til applikationer såsom Airframes, Brændstofledninger, Gasreturrør til automatiske våben og hydraulikledninger.
Hvis der er spørgsmål,kontakt venligst sales@grandsteeltube.com
-

 Læs MereHurtigt overblik
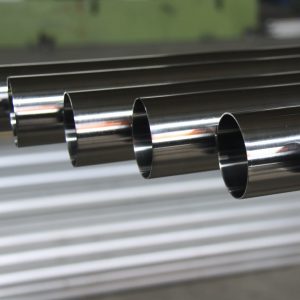
Læs MereHurtigt overblikSvejset rustfrit stålrør
Rustfrit stål svejset rør er rustfri og har fremragende høj temperatur modstand. Den er velegnet til brug i miljøer med barske forhold. Det giver overlegen ydeevne i både industrielle og civile applikationer, osv. Grand Steel tilbyder dig svejsede rør i rustfrit stål af høj kvalitet i forskellige materialer såsom: 304 svejset rør i rustfrit stål og 316 rustfrit stål svejset rør. Hvis du leder efter sådanne rør til dit projekt, Kontakt os venligst for flere detaljer.
Mejeriets krævende miljøer, mad, og drikkevareindustrien kræver slanger med højere renhed end standardinstrumenteringskvalitet. Sanitære rustfrie slanger tilbyder et højpoleret ID og OD for at sikre renlighed for at forhindre partikelindfangning. Baosheng tilbyder et husholdningsrørprodukt, der er fremstillet ved hjælp af avanceret lasersvejsning til at producere et rør af høj kvalitet med den overlegne pasform og finishkvalitet, der er nødvendig for at sikre et problemfrit drikkevaresystem.
Hvis der er spørgsmål,kontakt venligst sales@grandsteeltube.com
-

 Læs MereHurtigt overblik
Læs MereHurtigt overblikStort OD sømløst rustfrit rør
(1) Norm: ASTM/ASME A789/SA789, A790/SA790
(2) Grad: 1.4301,1.4306,1.4401,1.4404, S31803, osv
(3) OD rækkevidde:101.60mm-1066,00 mm,WT-serien: 1.65mm-20.00mm
(4) Længde: ubøjelig længde eller fast længde, 1-12 Meter
(5) Mærkning: Materialekvalitet, norm, specifikation, varme Nej.
(6) Pakke: Bundt med strikkestrimler, trækasse eller stålkasse
(7) Mølle test certifikat: ifølge EN 10204 3.1
(8) Programmer: varmevekslere i raffinaderiindustrien; petrokemiske anlæg; papirmasseindustrien; sukker- og drikkevareindustrien
Hvis der er spørgsmål,kontakt venligst sales@grandsteeltube.com
-
 Læs MereHurtigt overblik
Læs MereHurtigt overblikRør i rustfrit cylinder
Rustfrit stål pneumatisk cylinderrør er produceret ved sømløs eller svejset rustfri gennem omhyggelig produktionsproces.
Hovedklasse:TP304/304L, TP316/316L,1.4301,1.4304,1.4401,1.4404
Størrelse:OD9.53mm-131mm med WT: 0.635-5Mm. 3M eller 6M som længden.
ASTM A269 og med ID-tolerancen H10 eller H11.
Ruheden OD ≤Ra 0.8 og ID ≤8 Ra 0.4
Grand kan opfylde de mekaniske egenskaber som hårdhed,
Trækstyrke, Flydespænding, forlængelse og ovalitet osv.
Hvis der er spørgsmål,kontakt venligst sales@grandsteeltube.com
-

 Læs MereHurtigt overblik
Læs MereHurtigt overblikSømløst rustfrit U-rør
U-slanger bruger i varmeoverførende rørledning til varmeveksler, Overheder, fødevandvarmer og radiator, Det har brede anvendelser i benzin, kemisk, termisk elproduktion og atomkraftindustri. U-tubing i Baosheng, med bredt størrelsesområde, almindeligt austenitisk rustfrit stål såsom 304/304L、316/316L、321、347 og så videre, Min.. bøjningsradius R≥1,5D; til duplex rustfrit stål såsom UNS S31500、UNS S31803、UNS S32205 og så videre, Min.. bøjningsradius R≥2.0D.
Hvis der er spørgsmål,kontakt venligst sales@grandsteeltube.com
-
 Læs MereHurtigt overblik
Læs MereHurtigt overblikSuper tynd væg rustfrit stålrør
Programmer:
1)Fin cylinder: Gas, luft, olie, drikkevandssystem;Køleskrue;rør til bøjningsmaskiner;Kompressor;Meget fin forarbejdning ,osv.
2)Præcis maskine / instrument: Halvleder industri (Gasledning med høj renhed / Instrumenter) ;Præcis elektronisk / elektrisk / Bil dele;Dele til måleinstrumenter;Præcis aksel; Rulle;Medicinske dele til tandregulering, osv.
3)Rør til mad/hygiejne.
4)Varmeveksler: Kedel; Nuklear generator;Kemisk produktionslinje;Særlige planter,osv.Hvis du har spørgsmål,Du er mere end velkommen til at kontakte sales@grandsteeltube.com
-
 Læs MereHurtigt overblik
Læs MereHurtigt overblikInconel 625 Kontrolledningsrør i rustfrit stål
Inconel 625 er en nikkelbaseret legering, der anvendes både for sin høje styrke og fremragende vandige korrosionsbestandighed. Styrken af legering 625 er primært en solid opløsningseffekt fra molybdæn og columbium. Legering 625 har fremragende svejsbarhed og bruges ofte til svejsning af AL-6XN® legering. Matchende fyldmetaller bruges også til at forbinde forskellige metaller.
Hvis der er spørgsmål,Du er mere end velkommen til at kontakte sales@grandsteeltube.com